Ή®Φ“–≈œΔΘΚ

 Έβ»ΈΕΪΘ§Ρ–Θ§1972Ρξ1‘¬…ζΘ§«εΜΣ¥σ―ßΜζ–ΒΙΛ≥ΧœΒΫΧ ΎΓΘ2002ΡξΜώΙζΦ“ΩΤ―ßΦΦ θΫχ≤ΫΫ±ΓΘ Έβ»ΈΕΪΘ§Ρ–Θ§1972Ρξ1‘¬…ζΘ§«εΜΣ¥σ―ßΜζ–ΒΙΛ≥ΧœΒΫΧ ΎΓΘ2002ΡξΜώΙζΦ“ΩΤ―ßΦΦ θΫχ≤ΫΫ±ΓΘ
―ß θΉ®≥ΛΘΚ÷Ί–ΆΕΆ―ΙΉΑ±ΗΘΜΩλΥΌ≥…–ΈΦΦ θΘΜ…ζΈο÷Τ‘λΙΛ≥ΧΓΘ
 ΩΤ―ß―–ΨΩΘΚ ΩΤ―ß―–ΨΩΘΚ

 ―–ΨΩΖΫœρΘΚ ―–ΨΩΖΫœρΘΚ
÷ς“Σ―–ΨΩΩλΥΌ≥…–ΈΒΡ»έ»ΎΕ―ΜΐΦΦ θΓΘ
≥–ΒΘΒΡΩΤ―–«ιΩωΘΚ
ΉςΈΣœνΡΩΗΚ‘π»ΥΕύ¥Έ≥–ΒΘΙζΦ“Ή‘»ΜΩΤ―ßΜυΫπœνΡΩΓΔΙζΦ“ΓΑ863Γ±œνΡΩΓΔΙζΦ“ΩΤΦΦ÷ß≥≈ΦΤΜ°ΓΑ¥σΩΎΨΕΚώ±ΎΈόΖλΗ÷Ιή÷Τ‘λ…η±Η”κΙΛ“’―–ΨΩΓ±ΚΆΙζΦ“÷Ί¥σΉ®œνœνΡΩΓΑ¥σΩΎΨΕΚώ±ΎΗ÷Ιή¥Ι÷±ΦΖ―Ι…η±Η”κΙΛ“’―–÷ΤΓ±ΓΘ
ΩΤ―–≥…ΙϊΘΚ
1 3.6ΆρΕ÷ΚΎ…ΪΫπ τ¥Ι÷±ΦΖ―ΙΜζΉιΒΡ―–÷Τ άΉ±ϊΆζ;―’”άΡξ;Έβ»ΈΕΪ;ΑΉσπ;’≈άΎ;’‘―©ΕΑ;Ν÷Ζε;ΆθΫθ≤®;÷ΘΫ®Ιζ;≥¬Ϋ®ΤΫ;Νθ§u;’≈»ΥΌΞ;≥¬ ς«ε;―ν–ψ«ε;άν¥ΚΫ®;ΝθΑΊΕΪ;ΝθΤφ’δ;’≈Ϋπ;ΆθΈΑΜ·;–Χ”άΟς;ΕΈΥΊΫή;…ΧΊ©”μ;ΆθΝΔ“Ϊ;Νθ‘ ι;Ιυ’ΦΫ≠;ΝθάΎ;≈μΩΓ±σ;Άρ“‘Ος;ΒΥ≥ΩξΊ;≈”ΚΘΤΫ;–λΨΟ≥…;Κζ”άΤΫ;Ζκ“εΚξ;―νΕΪΤΫ;Ϋ·œΰΟΖ;άν”ά«ε;ΩΉΟτΝαΒ» «εΜΣ¥σ―ß 2011
2 œΗΑϊ»ΐΈ§ ήΩΊΉιΉΑΦΦ θ ―’”άΡξ;Άθ–ΓΚλ;–ήΉΩ;Ν÷Ζε;Έβ»ΈΕΪ;ΝθΚΘœΦ;’≈»ΥΌΞ;¬§«εΤΦ;≥ΧΫί;ΝθΖα;άν…ζΫή;’≈φΟ;≈Υ”ώ«μ;’≈άΎ;―νΚι“ε;≥¬ΝΔΖε;–λΟζΕς «εΜΣ¥σ―ß 2006
3 ΕύΙΠΡήΩλΥΌ≥…–Έ÷Τ‘λœΒΆ≥(M-RPMS)ΦΦ θ ―’”άΡξ;¬§«εΤΦ;’≈»ΥΌΞ;Έβ»ΈΕΪ;Ν÷Ζε;ΖκΈΑ;’≈ΈΑ;Ιυ”άΚλ;ΙυΗξ;ΙυΚΘ±θ «εΜΣ¥σ―ßΜζ–ΒΙΛ≥ΧœΒ 1999
÷ΤΕ®±ξΉΦΘΚ
1 ΧΊ÷÷Φ”ΙΛΜζ¥≤ΓΓ θ”οΓΓΒΎ7≤ΩΖ÷ΘΚΩλΥΌ≥…–ΈΜζ¥≤ ±Μ¥ζΧφ GB/T 14896.7-2004 2016-08-09 ΙζΦ“±ξΉΦ
2 »έ»Ύ≥ΝΜΐΩλΥΌ≥…–ΈΜζ¥≤ΓΓ≤Έ ΐ œ÷–– GB/T 20318-2006 2009-07-23 ΙζΦ“±ξΉΦ
3 »έ»Ύ≥ΝΜΐΩλΥΌ≥…–ΈΜζ¥≤ΓΓΑ≤»ΪΖάΜΛΦΦ θ“Σ«σ œ÷–– GB 20775-2006 2009-07-23 ΙζΦ“±ξΉΦ
4 »έ»Ύ≥ΝΜΐΩλΥΌ≥…–ΈΜζ¥≤ΓΓΨΪΕ»Φλ―ι œ÷–– GB/T 20317-2006 2009-07-23 ΙζΦ“±ξΉΦ
ΖΔΟςΙΪΩΣΘΚ
ΖΔΟςΙΪΩΣΘΚ
[1]Έβ»ΈΕΪ, ‘§≥·Νζ, ΝΚΕΓ¥®, ΫΙγβ. άύΙθΕΆΡΘΉιΦΑ”Π”ΟΤδΒΡΦ”ΙΛΖΫΖ®[P]. ±±Ψ© –: CN113399615A, 2021-09-17.
[2]Έβ»ΈΕΪ, ‘§≥·Νζ, άνΧœ, ΫΙγβ, …ρ‘σΡœ, ΝΚΕΓ¥®. ”Ο”ΎΝ§–χ…ζ≤ζΩμΖυΟΨΑεΒΡΦ”ΙΛΡΘΨΏΓΔΦ”ΙΛΉΑ÷ΟΚΆΦ”ΙΛΙΛ“’[P]. ±±Ψ© –: CN112756412A, 2021-05-07.
[3]‘§≥·Νζ, Έβ»ΈΕΪ, ≥¬ΗΘ«Ω, ΫΙγβ, ΈΚγβ, ÷ήΫύ, …ρ‘σΡœ, άνΧœ. “Κ―Ι‘ω―ΙœΒΆ≥ΦΑΤδ Ι”ΟΖΫΖ®[P]. ±±Ψ© –: CN110206770A, 2019-09-06.
[4]Έβ»ΈΕΪ, ‘§≥·Νζ, ΕΦΕΪ, ΫΙγβ. “Μ÷÷Η÷ΥΩ≤χ»Τ―ΙΜζ[P]. ±±Ψ© –: CN110202017A, 2019-09-06.
[5]Έβ»ΈΕΪ, ‘§≥·Νζ, ΕΦΕΪ, ΫΙγβ, ¬μ«λœΆ. ΈόΖλΙήΒΡΦ”ΙΛ÷Τ‘λΉΑ÷ΟΦΑΤδ Ι”ΟΖΫΖ®[P]. ±±Ψ© –: CN110170542A, 2019-08-27.
[6]Έβ»ΈΕΪ, ‘§≥·Νζ, άνΧœ, ΫΙγβ, ΈΚγβ, ≥¬ΗΘ«Ω, …ρ‘σΡœ. ΕΆ‘λΉΑ÷ΟΦΑΕΆ‘λΖΫΖ®[P]. ±±Ψ© –: CN110153348A, 2019-08-23.
[7]Έβ»ΈΕΪ, ‘§≥·Νζ, …ρ‘σΡœ, ΫΙγβ, ≥¬ΗΘ«Ω, ΈΚγβ, άνΧœ. ”Ο”Ύ¥σ–ΆΗ¥‘”ΕΆΦΰΒΡΕύœρΡΘΕΆΒΡΕΆ‘λΉΑ÷ΟΦΑΤδΕΆ‘λΖΫΖ®[P]. ±±Ψ© –: CN110153349A, 2019-08-23.
[8]Έβ»ΈΕΪ, ‘§≥·Νζ, άνΧœ, ΫΙγβ, ÷ήΫύ, ΈΚγβ, ≥¬ΗΘ«Ω, …ρ‘σΡœ. ¥σΩΎΨΕΗ÷Ιή»»ΦΖ―Ι”Ο≤ΘΝßΒφΦΑΤδ÷ΤΉςΖΫΖ®[P]. ±±Ψ© –: CN110153220A, 2019-08-23.
[9]Έβ»ΈΕΪ, ‘§≥·Νζ, ÷ήΫύ, ΫΙγβ, ≥¬ΗΘ«Ω, ΈΚγβ. “Μ÷÷”Ο”Ύ…ζ≤ζΩμΖυΟΨΑεΒΡΖΫΖ®ΦΑΡΘΨΏΉΑ÷Ο[P]. ±±Ψ© –: CN109513762A, 2019-03-26.
[10]‘§≥·Νζ, Έβ»ΈΕΪ, ΜΤΦ―Ϋή, ΕΦΕΪ, ΫΙγβ, ΫΣ“’Ν÷, ÷ήΫύ, ≥¬ΗΘ«Ω, ΈΚγβ. “Μ÷÷ΗΏΈ¬ΤχάδΕ―Ε―–ΨΙΙΦΰ ”ΨθΦλ≤βΜζΤς»Υ[P]. ±±Ψ©: CN108597627A, 2018-09-28.
[11]Έβ»ΈΕΪ, ‘§≥·Νζ, ΈΚγβ, ΫΙγβ, ΜΤΦ―Ϋή, ΫΣ“’Ν÷, ÷ήΫύ, ≥¬ΗΘ«Ω. “Μ÷÷≥δ“Κ≥…–Έ―ΙΜζ[P]. ±±Ψ©: CN108356127A, 2018-08-03.
[12]Έβ»ΈΕΪ, ‘§≥·Νζ, ΫΣ“’Ν÷, ΫΙγβ, ΜΤΦ―Ϋή, ÷ήΫύ, ≥¬ΗΘ«Ω, ΈΚγβ. “Μ÷÷’ό≤φΒΡ’ϊΧεΡΘΕΆΖΫΖ®[P]. ±±Ψ©: CN108356192A, 2018-08-03.
[13]Έβ»ΈΕΪ, ‘§≥·Νζ, ΈΚγβ, ΫΙγβ, ΫΣ“’Ν÷, ΜΤΦ―Ϋή, ÷ήΫύ, ≥¬ΗΘ«Ω. “Μ÷÷ΡΘΕΆ―ΙΜζ[P]. ±±Ψ©: CN108160892A, 2018-06-15.
[14]Έβ»ΈΕΪ, ‘§≥·Νζ, ΫΣ“’Ν÷, ΫΙγβ, ΜΤΦ―Ϋή, ÷ήΫύ, ≥¬ΗΘ«Ω, ΈΚγβ. “Μ÷÷’ό≤φ’ϊΧεΕΆ‘λΖΫΖ®[P]. ±±Ψ©: CN108097855A, 2018-06-01.
[15]Έβ»ΈΕΪ, ‘§≥·Νζ, ΫΣ“’Ν÷, ΫΙγβ, ΜΤΦ―Ϋή, ÷ήΫύ, ΈΚγβ, ≥¬ΗΘ«Ω. “Μ÷÷≥Λ÷αάύΕΆΦΰ‘Λ÷Τ≈ςΖΫΖ®ΦΑΉΑ÷Ο[P]. ±±Ψ©: CN108080547A, 2018-05-29.
[16]Έβ»ΈΕΪ, ‘§≥·Νζ, Ζκœϊ±υ, ΫΙγβ, ΈδΕΪΈΡ, Νθ”ξΆ©, ΫΣ“’Ν÷, ΜΤΦ―Ϋή. “Μ÷÷œΥΈ§≤χ»ΤΡΘΕΆ―ΙΜζΜζΦήΒΡΖΫΖ®ΦΑΉΑ÷ΟΓΔΡΘΕΆ―ΙΜζΜζΦή[P]. ±±Ψ©: CN107415208A, 2017-12-01.
[17]Έβ»ΈΕΪ, ‘§≥·Νζ, ΈδΕΪΈΡ, ΫΙγβ, Νθ”ξΆ©, ΜΤΦ―Ϋή, Ζκœϊ±υ, ΫΣ“’Ν÷. “Μ÷÷¥©ΩΉ―ΙΜζ[P]. ±±Ψ©: CN106903250A, 2017-06-30.
[18]Έβ»ΈΕΪ, ‘§≥·Νζ, ΈδΕΪΈΡ, ΫΙγβ, Νθ”ξΆ©, ΜΤΦ―Ϋή, Ζκœϊ±υ, ΫΣ“’Ν÷. “Μ÷÷ΨΏ”–ΉιΚœ ΫΦΖ―Ι÷αΒΡΦΖ―ΙΜζ[P]. ±±Ψ©: CN106903178A, 2017-06-30.
[19]ΕΦΕΪ, Έβ»ΈΕΪ, ΆθΈΡΉΘ, ‘§≥·Νζ, ΫΙγβ, ΈδΕΪΈΡ, Νθ”ξΆ©, Ζκœϊ±υ, ΫΣ“’Ν÷, ΜΤΦ―Ϋή. ΦφΨΏΜΊ≥ΧΚΆΦ”‘ΊΙΠΡήΒΡ÷Ί–ΆΥΪΙΠΡή―ΙΜζΕ·ΝΚΤΫΚβΩΊ÷ΤΜΊ¬Ζ[P]. ±±Ψ©: CN106862455A, 2017-06-20.
[20]Έβ»ΈΕΪ, ‘§≥·Νζ, ΈδΕΪΈΡ, ΫΙγβ, Νθ”ξΆ©, ΜΤΦ―Ϋή, ΫΣ“’Ν÷, Ζκœϊ±υ. “Μ÷÷Ω…Ζ÷άκ ΫΉιΚœΦΖ―ΙΡΘΨΏ[P]. ±±Ψ©: CN106734312A, 2017-05-31.
[21]ΕΦΕΪ, ‘§≥·Νζ, ΆθΈΡΉΘ, Έβ»ΈΕΪ, ΫΙγβ, Νθ”ξΆ©, ΈδΕΪΈΡ, ΜΤΦ―Ϋή, Ζκœϊ±υ, ΫΣ“’Ν÷. ÷Ί–ΆΥΪΙΠΡή“Κ―ΙΜζ÷ςΗΉ«ΐΕ·œΒΆ≥ΦΑΤδ Ι”ΟΖΫΖ®[P]. ±±Ψ©: CN106694775A, 2017-05-24.
[22]Έβ»ΈΕΪ, ‘§≥·Νζ, ΈδΕΪΈΡ, ΫΙγβ. “Μ÷÷Μυ”ΎΉιΚœΡΘΨΏΒΡ“‘Ζ«Ήν¥σΚαΫΊΟφΈΣΖ÷ΡΘΟφΒΡΡΘΕΆΖΫΖ®[P]. ±±Ψ©: CN106311946A, 2017-01-11.
[23]Έβ»ΈΕΪ, ‘§≥·Νζ, Νθ”ξΆ©, ΫΙγβ, ΈδΕΪΈΡ, ΜΤΦ―Ϋή, ΫΣ“’Ν÷, «ΩΚΤ, ‘§÷Ψ≈τ. “Μ÷÷ΕύΙΠΡήΝΔ ΫΫπ τΦΖ―ΙΜζ[P]. ±±Ψ©: CN106311784A, 2017-01-11.
[24]Έβ»ΈΕΪ, ’≈άΎ, Άθ―©Ζο. »Ϊ‘Λ”ΠΝΠ≥Γœ¬Τ Ζ÷-ΉιΚœΦΖ―ΙΆ≤ΒΡ…ηΦΤΖΫΖ®ΚΆΫαΙΙ[P]. ±±Ψ©: CN101879535A, 2010-11-10.
[25]―’”άΡξ, Άθ–ΓΚλ, Ν÷Ζε, –ήΉΩ, Έβ»ΈΕΪ, ’≈»ΥΌΞ. “Μ÷÷¥χΆ®ΒάΒΡΜνΧεΉι÷·ΒΡ÷Τ±ΗΖΫΖ®[P]. ±±Ψ©: CN101219240, 2008-07-16.
[26]Έβ»ΈΕΪ, ―’”άΡξ, ΝθΖα, ’≈»ΥΌΞ, Άθ–ΓΚλ, –ήΉΩ, Ν÷Ζε, ΚΈΖ…. Μυ”ΎΤχΧε δ‘ΥΝςΧε≤ΡΝœΒΡ’κΦβ÷±–¥ΖΫΖ®ΦΑΤδΉΑ÷Ο[P]. ±±Ψ©: CN1843896, 2006-10-11.
[27]–ήΉΩ, ―’”άΡξ, άν…ζΫή, Άθ–ΓΚλ, Έβ»ΈΕΪ, Ν÷Ζε, ’≈»ΥΌΞ, ¬§«εΤΦ, ΝθΚΘœΦ. “Μ÷÷Μυ”ΎΖ¬…ζΙΐ≥ΧΒΡΥ°ΡΐΫΚΩλΥΌ≥…–ΈΙΛ“’ΖΫΖ®[P]. ±±Ψ©: CN1820791, 2006-08-23.
[28]―’”άΡξ, Άθ–ΓΚλ, Ν÷Ζε, –ήΉΩ, Έβ»ΈΕΪ, ’≈»ΥΌΞ. “Μ÷÷―Σ“Κœύ»ί–‘…ζΈο≤ΡΝœΦΑΤδ÷Τ±ΗΖΫΖ®[P]. ±±Ψ©: CN1799649, 2006-07-12.
[29]―’”άΡξ, Ν÷Ζε, Έβ»ΈΕΪ, ≈μΩΓ±σ, ¬§«εΤΦ, ’≈»ΥΌΞ, ‘§¥ο, –ήΉΩ, Άθ–ΓΚλ. “Μ÷÷‘Λ”ΠΝΠΩ≤ΚœΝ§Ϋ”ΖΫΖ®[P]. ±±Ψ©: CN1769723, 2006-05-10.
[30]―’”άΡξ, Ν÷Ζε, Έβ»ΈΕΪ, ≈μΩΓ±σ, ¬§«εΤΦ, ’≈»ΥΌΞ, ‘§¥ο, –ήΉΩ, Άθ–ΓΚλ. “Μ÷÷Ζβ±’ Ϋ»ΐΗΥ≥–‘ΊΜζΦή[P]. ±±Ψ©: CN1736625, 2006-02-22.
[31]―’”άΡξ, Άθ–ΓΚλ, Ν÷Ζε, –ήΉΩ, Έβ»ΈΕΪ, ’≈»ΥΌΞ, ¬§«εΤΦ. ¥χ”–≈ύ―χΉΑ÷ΟΒΡάύΗ¥‘”ΤςΙΌ«ΑΧεΦΑΤδΙΙΫ®ΚΆ≈ύ―χΖΫΖ®[P]. ±±Ψ©: CN1673360, 2005-09-28.
[32]Ν÷Ζε, ―’”άΡξ, ’≈άΎ, ¬§«εΤΦ, Άθ–ΓΚλ, –ήΉΩ, Έβ»ΈΕΪ, ’≈»ΥΌΞ, œρΜΔ, Χ’ΟΖ. “Μ÷÷Μυ”Ύ»ή–ΨΦΦ θΒΡΉι÷·ΙΛ≥ΧΗ¥‘”ΙήΆχΉ¥÷ßΦή≥…–ΈΖΫΖ®[P]. ±±Ψ©: CN1654028, 2005-08-17.
[33]Έβ»ΈΕΪ, ―’”άΡξ, ΝθΖα, ’≈»ΥΌΞ, Ν÷Ζε, Άθ–ΓΚλ, –ήΉΩ. Μυ”Ύ–ΐΉΣ÷α/Ιή ΫΒ·–‘ΝςΧε≤ΡΝœΈΔ δΥΆΖΫΖ®ΦΑΤδΉΑ÷Ο[P]. ±±Ψ©: CN1640643, 2005-07-20.
[34]―’”άΡξ, Άθ–ΓΚλ, –ήΉΩ, Ν÷Ζε, Έβ»ΈΕΪ, ’≈»ΥΌΞ, ¬§«εΤΦ. “Μ÷÷Η¥‘”Ήι÷·ΤςΙΌ«ΑΧεΒΡ÷Τ±ΗΖΫΖ®[P]. ±±Ψ©: CN1609200, 2005-04-27.
[35]―’”άΡξ, –ήΉΩ, Άθ–ΓΚλ, Ν÷Ζε, Έβ»ΈΕΪ, ’≈»ΥΌΞ, ¬§«εΤΦ. “Μ÷÷œΗΑϊΘ≠≤ΡΝœΒΞ‘ΣΒΡ»ΐΈ§ ήΩΊΕ―Μΐ≥…–ΈΖΫΖ®[P]. ±±Ψ©: CN1609210, 2005-04-27.
[36]―’”άΡξ, ΙυΗξ, ―νΈΑΕΪ, ΧΤΙϊΝ÷, Ν÷Ζε, ’≈»ΥΌΞ, ¬§«εΤΦ, Έβ»ΈΕΪ, ―’–ώΧΈ. ΈόΡΨΡΘ…Α–Ά÷Τ‘λΖΫΖ®[P]. ±±Ψ©: CN1593811, 2005-03-16.
[37]Ν÷Ζε, Άθ–ΓΚλ, ―’”άΡξ, –ήΉΩ, Έβ»ΈΕΪ, ’≈»ΥΌΞ, ¬§«εΤΦ. “Μ÷÷Ήι÷·ΤςΙΌ–όΗ¥≤ΡΝœΒΡ÷Τ±ΗΖΫΖ®[P]. ±±Ψ©: CN1569253, 2005-01-26.
[38]―’”άΡξ, Άθ–ΓΚλ, ’≈»ΥΌΞ, –ήΉΩ, Ν÷Ζε, ¬§«εΤΦ, Έβ»ΈΕΪ. “Μ÷÷ΗΤΝΉ―ΈΜυΙ«–όΗ¥≤ΡΝœΦΑΤδ÷Τ±ΗΖΫΖ®[P]. ±±Ψ©: CN1569256, 2005-01-26.
[39]’≈»ΥΌΞ, ΧΤΙβξΩ, ―’”άΡξ, ¬§«εΤΦ, Ν÷Ζε, Έβ»ΈΕΪ, –ήΉΩ. “Μ÷÷Ϋπ τ±μΟφΫαΙΙΧίΕ»…ζΈοΆΩ≤ψΦΑΤδ÷Τ±ΗΖΫΖ®ΚΆ”Π”Ο[P]. ±±Ψ©: CN1557505, 2004-12-29.
[40]―’”άΡξ, ΙυΗξ, ΧΤΙϊΝ÷, Έβ»ΈΕΪ, “Ε…ή”Δ, Ν÷Ζε, ’≈»ΥΌΞ, ¬§«εΤΦ, –ήΉΩ, ―’–ώΧΈ, Τν≈τ. –ΓΙΏΝΩΕ·Χ§¬ί–ΐΦΖ―Ι≈γΆΖ[P]. ±±Ψ©: CN1552561, 2004-12-08.
[41]Άθ–ΓΚλ, Ν÷Ζε, ―’”άΡξ, –ήΉΩ, Έβ»ΈΕΪ, ’≈»ΥΌΞ, ¬§«εΤΦ. “Μ÷÷“ΐΒΦ”≤Ήι÷·‘Ό…ζ–όΗ¥ΒΡΩ…ΫΒΫβ≤ΡΝœΦΑΤδ÷Τ±ΗΖΫΖ®[P]. ±±Ψ©: CN1546181, 2004-11-17.
[42]―’”άΡξ, Ν÷Ζε, Έβ»ΈΕΪ, –ήΉΩ. ―ΙΝΠΜζΒΡΉνΕΧ‘ΊΚ…¥ΪΒίΝ¥ΖΫΖ®ΦΑΤδΫαΙΙ[P]. ±±Ψ©: CN1463844, 2003-12-31.
[43]–ήΉΩ, ―’”άΡξ, Κζ‘Χ”ώ, ’≈»ΥΌΞ, ≥¬ΝΔΖε, ÷ΘΈάΙζ, Άθσ“, ¬§«εΤΦ, Έβ»ΈΕΪ. Ήι÷·ΙΛ≥Χ‘ΊΧεΩρΦήΒΡΒΆΈ¬ΦΖ―Ι/≈γ…δΕ―Μΐ≥…–ΈΙΛ“’ΖΫΖ®[P]. ±±Ψ©: CN1341458, 2002-03-27.
[44]―’”άΡξ, ―νΈΑΕΪ, ’≈»ΥΌΞ, ¬§«εΤΦ, Έβ»ΈΕΪ, ΙυΗξ, Ιυ”άΚλ, –ήΉΩ. Μυ”Ύ“ΚΧε»»Μ·―ßΖ¥”ΠΒΡ÷±Ϋ”ΩλΥΌΨΪΟήΫπ τ–Ά≥…–ΈΖΫΖ®[P]. ±±Ψ©: CN1328888, 2002-01-02.
[45]―’”άΡξ, Ιυ”άΚλ, ’≈»ΥΌΞ, ¬§«εΤΦ, ―÷–ώ»’, Έβ»ΈΕΪ, ΙυΗξ. ‘ΛΖ÷ΗνΩλΥΌ‘≠–Ά÷Τ‘λΖΫΖ®[P]. ±±Ψ©: CN1307949, 2001-08-15.
ΖΔΟς Ύ»®ΘΚ
[1]Έβ»ΈΕΪ, ‘§≥·Νζ, άνΧœ, ΫΙγβ, …ρ‘σΡœ, ΝΚΕΓ¥®. ”Ο”ΎΝ§–χ…ζ≤ζΩμΖυΟΨΑεΒΡΦ”ΙΛΡΘΨΏΓΔΦ”ΙΛΉΑ÷ΟΚΆΦ”ΙΛΙΛ“’[P]. ±±Ψ© –: CN112756412B, 2022-03-11.
[2]Έβ»ΈΕΪ, ‘§≥·Νζ, ΕΦΕΪ, ΫΙγβ. “Μ÷÷Η÷ΥΩ≤χ»Τ―ΙΜζ[P]. ±±Ψ© –: CN110202017B, 2020-10-16.
[3]Έβ»ΈΕΪ, ‘§≥·Νζ, άνΧœ, ΫΙγβ, ÷ήΫύ, ΈΚγβ, ≥¬ΗΘ«Ω, …ρ‘σΡœ. ¥σΩΎΨΕΗ÷Ιή»»ΦΖ―Ι”Ο≤ΘΝßΒφΦΑΤδ÷ΤΉςΖΫΖ®[P]. ±±Ψ© –: CN110153220B, 2020-07-03.
[4]Έβ»ΈΕΪ, ‘§≥·Νζ, …ρ‘σΡœ, ΫΙγβ, ≥¬ΗΘ«Ω, ΈΚγβ, άνΧœ. ”Ο”Ύ¥σ–ΆΗ¥‘”ΕΆΦΰΒΡΕύœρΡΘΕΆΒΡΕΆ‘λΉΑ÷ΟΦΑΤδΕΆ‘λΖΫΖ®[P]. ±±Ψ© –: CN110153349B, 2020-06-02.
[5]Έβ»ΈΕΪ, ‘§≥·Νζ, ΕΦΕΪ, ΫΙγβ, ¬μ«λœΆ. ΈόΖλΙήΒΡΦ”ΙΛ÷Τ‘λΉΑ÷ΟΦΑΤδ Ι”ΟΖΫΖ®[P]. ±±Ψ© –: CN110170542B, 2020-06-02.
[6]Έβ»ΈΕΪ, ‘§≥·Νζ, ΈΚγβ, ΫΙγβ, ΜΤΦ―Ϋή, ΫΣ“’Ν÷, ÷ήΫύ, ≥¬ΗΘ«Ω. “Μ÷÷≥δ“Κ≥…–Έ―ΙΜζ[P]. ±±Ψ© –: CN108356127B, 2019-10-18.
[7]‘§≥·Νζ, Έβ»ΈΕΪ, ΜΤΦ―Ϋή, ΕΦΕΪ, ΫΙγβ, ΫΣ“’Ν÷, ÷ήΫύ, ≥¬ΗΘ«Ω, ΈΚγβ. “Μ÷÷ΗΏΈ¬ΤχάδΕ―Ε―–ΨΙΙΦΰ ”ΨθΦλ≤βΜζΤς»Υ[P]. ±±Ψ© –: CN108597627B, 2019-10-18.
[8]Έβ»ΈΕΪ, ‘§≥·Νζ, ΫΣ“’Ν÷, ΫΙγβ, ΜΤΦ―Ϋή, ÷ήΫύ, ≥¬ΗΘ«Ω, ΈΚγβ. “Μ÷÷’ό≤φΒΡ’ϊΧεΡΘΕΆΖΫΖ®[P]. ±±Ψ© –: CN108356192B, 2019-09-20.
[9]Έβ»ΈΕΪ, ‘§≥·Νζ, ΈΚγβ, ΫΙγβ, ΫΣ“’Ν÷, ΜΤΦ―Ϋή, ÷ήΫύ, ≥¬ΗΘ«Ω. “Μ÷÷”Ο”ΎΕΆ‘λΫΊΟφ±δΜ·Οςœ‘ΒΡΕΆΦΰΒΡΆρΕ÷ΦΕΡΘΕΆ―ΙΜζ[P]. ±±Ψ© –: CN108160892B, 2019-08-09.
[10]Έβ»ΈΕΪ, ‘§≥·Νζ, ΫΣ“’Ν÷, ΫΙγβ, ΜΤΦ―Ϋή, ÷ήΫύ, ≥¬ΗΘ«Ω, ΈΚγβ. “Μ÷÷’ό≤φ’ϊΧεΕΆ‘λΖΫΖ®[P]. ±±Ψ© –: CN108097855B, 2019-07-12.
[11]Έβ»ΈΕΪ, ‘§≥·Νζ, ΈδΕΪΈΡ, ΫΙγβ, Νθ”ξΆ©, ΜΤΦ―Ϋή, Ζκœϊ±υ, ΫΣ“’Ν÷. “Μ÷÷ΨΏ”–ΉιΚœ ΫΦΖ―Ι÷αΒΡΦΖ―ΙΜζ[P]. ±±Ψ© –: CN106903178B, 2019-06-18.
[12]Έβ»ΈΕΪ, ‘§≥·Νζ, ΫΣ“’Ν÷, ΫΙγβ, ΜΤΦ―Ϋή, ÷ήΫύ, ΈΚγβ, ≥¬ΗΘ«Ω. “Μ÷÷≥Λ÷αάύΕΆΦΰ‘Λ÷Τ≈ςΖΫΖ®ΦΑΉΑ÷Ο[P]. ±±Ψ© –: CN108080547B, 2019-05-14.
[13]ΕΦΕΪ, ‘§≥·Νζ, ΆθΈΡΉΘ, Έβ»ΈΕΪ, ΫΙγβ, Νθ”ξΆ©, ΈδΕΪΈΡ, ΜΤΦ―Ϋή, Ζκœϊ±υ, ΫΣ“’Ν÷. ÷Ί–ΆΥΪΙΠΡή“Κ―ΙΜζ÷ςΗΉ«ΐΕ·œΒΆ≥ΦΑΤδ Ι”ΟΖΫΖ®[P]. ±±Ψ© –: CN106694775B, 2019-02-05.
[14]ΕΦΕΪ, Έβ»ΈΕΪ, ΆθΈΡΉΘ, ‘§≥·Νζ, ΫΙγβ, ΈδΕΪΈΡ, Νθ”ξΆ©, Ζκœϊ±υ, ΫΣ“’Ν÷, ΜΤΦ―Ϋή. ΦφΨΏΜΊ≥ΧΚΆΦ”‘ΊΙΠΡήΒΡ÷Ί–ΆΥΪΙΠΡή―ΙΜζΕ·ΝΚΤΫΚβΩΊ÷ΤΜΊ¬Ζ[P]. ±±Ψ© –: CN106862455B, 2018-10-30.
[15]Έβ»ΈΕΪ, ‘§≥·Νζ, ΈδΕΪΈΡ, ΫΙγβ, Νθ”ξΆ©, ΜΤΦ―Ϋή, Ζκœϊ±υ, ΫΣ“’Ν÷. “Μ÷÷¥©ΩΉ―ΙΜζ[P]. ±±Ψ© –: CN106903250B, 2018-08-28.
[16]Έβ»ΈΕΪ, ‘§≥·Νζ, Νθ”ξΆ©, ΫΙγβ, ΈδΕΪΈΡ, ΜΤΦ―Ϋή, ΫΣ“’Ν÷, «ΩΚΤ, ‘§÷Ψ≈τ. “Μ÷÷ΕύΙΠΡήΝΔ ΫΫπ τΦΖ―ΙΜζ[P]. ±±Ψ© –: CN106311784B, 2018-04-10.
[17]Έβ»ΈΕΪ, ‘§≥·Νζ, ΈδΕΪΈΡ, ΫΙγβ, «ΩΚΤ, ‘§÷Ψ≈τ, Νθ”ξΆ©, ΜΤΦ―Ϋή. “Μ÷÷Μυ”ΎΉιΚœΡΘΨΏΒΡ“‘Ζ«Ήν¥σΚαΫΊΟφΈΣΖ÷ΡΘΟφΒΡΡΘΕΆΖΫΖ®[P]. ±±Ψ© –: CN106311946B, 2018-02-27.
[18]―’”άΡξ, Άθ–ΓΚλ, Ν÷Ζε, –ήΉΩ, Έβ»ΈΕΪ, ’≈»ΥΌΞ. “Μ÷÷¥χΆ®ΒάΒΡΜνΧεΉι÷·ΒΡ÷Τ±ΗΖΫΖ®[P]. ±±Ψ© –: CN101219240B, 2010-11-10.
[19]Ν÷Ζε, ―’”άΡξ, ’≈άΎ, ¬§«εΤΦ, Άθ–ΓΚλ, –ήΉΩ, Έβ»ΈΕΪ, ’≈»ΥΌΞ, œρΜΔ, Χ’ΟΖ. “Μ÷÷Μυ”Ύ»ή–ΨΦΦ θΒΡΉι÷·ΙΛ≥ΧΗ¥‘”ΙήΆχΉ¥÷ßΦή≥…–ΈΖΫΖ®[P]. ±±Ψ© –: CN100490762C, 2009-05-27.
[20]Έβ»ΈΕΪ, ―’”άΡξ, ΝθΖα, ’≈»ΥΌΞ, Ν÷Ζε, Άθ–ΓΚλ, –ήΉΩ. Μυ”Ύ–ΐΉΣ÷α/Ιή ΫΒ·–‘ΝςΧε≤ΡΝœΈΔ δΥΆΖΫΖ®ΦΑΤδΉΑ÷Ο[P]. ±±Ψ© –: CN100482433C, 2009-04-29.
[21]Έβ»ΈΕΪ, ―’”άΡξ, ΝθΖα, ’≈»ΥΌΞ, Άθ–ΓΚλ, –ήΉΩ, Ν÷Ζε, ΚΈΖ…. Μυ”ΎΤχΧε δ‘ΥΝςΧε≤ΡΝœΒΡ’κΦβ÷±–¥ΖΫΖ®ΦΑΤδΉΑ÷Ο[P]. ±±Ψ© –: CN100427281C, 2008-10-22.
[22]–ήΉΩ, ―’”άΡξ, άν…ζΫή, Άθ–ΓΚλ, Έβ»ΈΕΪ, Ν÷Ζε, ’≈»ΥΌΞ, ¬§«εΤΦ, ΝθΚΘœΦ. “Μ÷÷Μυ”ΎΖ¬…ζΙΐ≥ΧΒΡΥ°ΡΐΫΚΩλΥΌ≥…–ΈΙΛ“’ΖΫΖ®[P]. ±±Ψ© –: CN100404080C, 2008-07-23.
[23]―’”άΡξ, Ν÷Ζε, Έβ»ΈΕΪ, ≈μΩΓ±σ, ¬§«εΤΦ, ’≈»ΥΌΞ, ‘§¥ο, –ήΉΩ, Άθ–ΓΚλ. “Μ÷÷Ζβ±’ Ϋ»ΐΗΥ≥–‘ΊΜζΦή[P]. ±±Ψ© –: CN100386157C, 2008-05-07.
[24]―’”άΡξ, Ν÷Ζε, Έβ»ΈΕΪ, ≈μΩΓ±σ, ¬§«εΤΦ, ’≈»ΥΌΞ, ‘§¥ο, –ήΉΩ, Άθ–ΓΚλ. “Μ÷÷‘Λ”ΠΝΠΩ≤ΚœΝ§Ϋ”ΖΫΖ®[P]. ±±Ψ© –: CN100371614C, 2008-02-27.
[25]Ν÷Ζε, ―’”άΡξ, ψΤ’ΦΙΠ, ΤκΚΘ≤®, ’≈»ΥΌΞ, ¬§«εΤΦ, Έβ»ΈΕΪ, Άθ–ΓΚλ, –ήΉΩ. “Μ÷÷ΒγΉ” χ―Γ«χΆ§≤Ϋ…’ΫαΙΛ“’ΦΑ»ΐΈ§Ζ÷≤ψ÷Τ‘λ…η±Η[P]. ±±Ψ© –: CN100349077C, 2007-11-14.
[26]―’”άΡξ, ’≈»ΥΌΞ, ΧΤΙβξΩ, Ν÷Ζε, ¬§«εΤΦ, Έβ»ΈΕΪ, –ήΉΩ, Άθ–ΓΚλ. “Μ÷÷Ϋπ τ±μΟφΫαΙΙΧίΕ»…ζΈοΆΩ≤ψΦΑΤδ÷Τ±ΗΖΫΖ®ΚΆ”Π”Ο[P]. ±±Ψ© –: CN100346845C, 2007-11-07.
[27]―’”άΡξ, Άθ–ΓΚλ, Ν÷Ζε, –ήΉΩ, Έβ»ΈΕΪ, ’≈»ΥΌΞ, ¬§«εΤΦ. ¥χ”–≈ύ―χΉΑ÷ΟΒΡάύΗ¥‘”ΤςΙΌ«ΑΧεΦΑΤδΙΙΫ®ΚΆ≈ύ―χΖΫΖ®[P]. ±±Ψ© –: CN1304566C, 2007-03-14.
[28]―’”άΡξ, Άθ–ΓΚλ, ’≈»ΥΌΞ, –ήΉΩ, Ν÷Ζε, ¬§«εΤΦ, Έβ»ΈΕΪ. “Μ÷÷ΗΤΝΉ―ΈΜυΙ«–όΗ¥≤ΡΝœΦΑΤδ÷Τ±ΗΖΫΖ®[P]. ±±Ψ© –: CN1298395C, 2007-02-07.
[29]―’”άΡξ, –ήΉΩ, Άθ–ΓΚλ, Ν÷Ζε, Έβ»ΈΕΪ, ’≈»ΥΌΞ, ¬§«εΤΦ. “Μ÷÷œΗΑϊΘ≠≤ΡΝœΒΞ‘ΣΒΡ»ΐΈ§ ήΩΊΕ―Μΐ≥…–ΈΖΫΖ®[P]. ±±Ψ© –: CN1267549C, 2006-08-02.
[30]Άθ–ΓΚλ, Ν÷Ζε, ―’”άΡξ, –ήΉΩ, Έβ»ΈΕΪ, ’≈»ΥΌΞ, ¬§«εΤΦ. “Μ÷÷“ΐΒΦ”≤Ήι÷·‘Ό…ζ–όΗ¥ΒΡΩ…ΫΒΫβ≤ΡΝœΦΑΤδ÷Τ±ΗΖΫΖ®[P]. ±±Ψ© –: CN1241657C, 2006-02-15.
[31]―’”άΡξ, ’≈»ΥΌΞ, ΖΆΔ¥Κ, ηοΫή, Ν÷Ζε, Έβ»ΈΕΪ, –ήΉΩ, ¬§«εΤΦ, Τν≈τ, ΙυΗξ, ΧΤΙϊΝ÷, ―’–ώΧΈ. “Μ÷÷…ζΈο≤ΡΝœ’ϊΧε÷≤»κ ΫΕζ»μΙ«Ζ¬…ζ÷ßΦήΒΡ÷Τ±ΗΖΫΖ®[P]. ±±Ψ© –: CN1188090C, 2005-02-09.
[32]―’”άΡξ, ―νΈΑΕΪ, ’≈»ΥΌΞ, ¬§«εΤΦ, Έβ»ΈΕΪ, ΙυΗξ, Ιυ”άΚλ, –ήΉΩ. Μυ”Ύ“ΚΧε»»Μ·―ßΖ¥”ΠΒΡ÷±Ϋ”ΩλΥΌΨΪΟήΫπ τ–Ά≥…–ΈΖΫΖ®[P]. ±±Ψ© –: CN1139448C, 2004-02-25.
[33]―’”άΡξ, Ιυ”άΚλ, ’≈»ΥΌΞ, ¬§«εΤΦ, ―÷–ώ»’, Έβ»ΈΕΪ, ΙυΗξ. ‘ΛΖ÷ΗνΩλΥΌ‘≠–Ά÷Τ‘λΖΫΖ®[P]. ±±Ψ© –: CN1120773C, 2003-09-10.
”ϖ¬–ΆΘΚ
[1]―’”άΡξ, “Ε…ή”Δ, ΈβΝΦΈΑ, Έβ»ΈΕΪ. ΩλΥΌ≥…–ΈœΒΆ≥ΒΡΦΖ―Ι≈γΆΖΫαΙΙ[P]. ±±Ψ©: CN2353768, 1999-12-15.
 ¬έΈΡΉ®÷χΘΚ ¬έΈΡΉ®÷χΘΚ

“―ΖΔ±μ¬έΈΡ50”ύΤΣΓΘ
ΖΔ±μΤΎΩ·¬έΈΡΘΚ
[1]÷ήΫύ, Έβ»ΈΕΪ, ‘§≥·Νζ, ΫΙγβ, άνΧœ. ≤ΜΆ§ΙΛ“’Ή¥Χ§œ¬AZ31BΟΨΚœΫπ»»―ΙΥθ±δ–Έ––ΈΣ[J]. œΓ”–Ϋπ τ≤ΡΝœ”κΙΛ≥Χ, 2020, 49 (05): 1793-1798.
[2]÷ήΫύ, Έβ»ΈΕΪ, ‘§≥·Νζ, ΫΙγβ. AZ31ΟΨΚœΫπΦΖ―Ι-Φτ«–±δ–ΈΥπ…Υ―–ΨΩ[J]. Υή–‘ΙΛ≥Χ―ß±®, 2020, 27 (01): 123-130.
[3]ΜΤΦ―Ϋή, ‘§≥·Νζ, Έβ»ΈΕΪ, ΫΙγβ, ΕΦΕΪ. Υς«ΐΕ·Ε―ΡΎΦλ≤βΜζ–Β±έ…ηΦΤΦΑΩΊ÷ΤΖ÷Έω[J]. œ÷¥ζ÷Τ‘λΙΛ≥Χ, 2019, (12): 42-48.
[4]ΫΣ“’Ν÷, Έβ»ΈΕΪ, ‘§≥·Νζ, ΫΙγβ, ΜΤΦ―Ϋή. Μυ”ΎΕύΧεΕ·ΝΠ―ßΒΡ¥σ≥Ώ¥γΡΘΕΆΙΐ≥Χ≥Λ÷αάύ≈ςΝœΕ®ΈΜ[J]. ΕΆ―ΙΦΦ θ, 2018, 43 (09): 1-9.
[5]ΈδΕΪΈΡ, Έβ»ΈΕΪ, ‘§≥·Νζ, ΫΙγβ, «ΩΚΤ. ¥σΩΎΨΕΗ÷ΙήΆΜΤΤΦΖ―ΙΝΠΖ÷Έω[J]. Υή–‘ΙΛ≥Χ―ß±®, 2017, 24 (01): 24-29.
[6]Ζκœϊ±υ, Έβ»ΈΕΪ, ‘§≥·Νζ, ΫΙγβ. ‘Λ”ΠΝΠΧΦœΥΈ§≤χ»Τ÷Τ‘λ÷Ί–Ά―ΙΜζΜζΦήΒΡ«ΩΕ»Ζ÷Έω[J]. Η¥Κœ≤ΡΝœ―ß±®, 2017, 34 (09): 2106-2113.
[7]‘§÷Ψ≈τ, Έβ»ΈΕΪ, ‘§≥·Νζ, ΫΙγβ, ΈδΕΪΈΡ, Νθ”ξΆ©, ΜΤΦ―Ϋή. ÷Ί‘Ί‘≤Ά≤ ΫœπΤΛΡ“―ΙΜζΆ≤–ΈΜζΦή”≈Μ·…ηΦΤ[J]. ΕΆ―ΙΦΦ θ, 2016, 41 (11): 104-109+114.
[8]Ζκœϊ±υ, Έβ»ΈΕΪ, ‘§≥·Νζ, ΫΙγβ. Έε÷αΝΣΕ· ΐΩΊœΥΈ§≤χ»ΤΜζΦΑΤδ’≈ΝΠœΒΆ≥ΒΡ…ηΦΤ[J]. œ÷¥ζΜζ–Β, 2016, (05): 1-6.
[9]Νθ”ξΆ©, ‘§≥·Νζ, Έβ»ΈΕΪ, ΫΙγβ, «ΩΚΤ. Μυ”Ύ―ΙΥθ ‘―ιΖ®ΒΡP91»Ά–‘ΕœΝ―––ΈΣ―–ΨΩ[J]. ÷–ΙζΜζ–ΒΙΛ≥Χ, 2016, 27 (16): 2254-2258.
[10]«ΩΚΤ, ‘§≥·Νζ, Έβ»ΈΕΪ, ΫΙγβ. Ε·ΝΚ«ψ–±Ή¥Χ§œ¬≈ςΝœ±δ–ΈΖ÷ΈωΦΑΤδ‘ΎΙΛ“’÷–ΒΡ”Αœλ[J]. Υή–‘ΙΛ≥Χ―ß±®, 2016, 23 (03): 5-9.
[11]Ζκœϊ±υ, Έβ»ΈΕΪ, ‘§≥·Νζ, ΫΙγβ. ΜΖΨ≥Ε‘ΧΦœΥΈ§‘ω«ΩΜυΗ¥Κœ≤ΡΝœΒΡ”ΑœλΦΑΤδΖάΜΛ¥κ ©[J]. Κœ≥…≤ΡΝœάœΜ·”κ”Π”Ο, 2016, 45 (01): 79-85.
[12]‘§÷Ψ≈τ, Έβ»ΈΕΪ, ‘§≥·Νζ, ΫΙγβ, ―œ…ζΫή, ΜΤ≥Χ±Θ. 680 MNΕύΙΠΡήΡΘΕΆΦΖ―ΙΜζΕ·ΝΚ…ηΦΤ[J]. ΕΆ―ΙΦΦ θ, 2016, 41 (04): 68-73.
[13]ξΑ–ΔΜΣ, Έβ»ΈΕΪ. Ζ…¬÷≤ζΤΖ≥ιΤχΉλΟήΖβΙΛ“’≤Έ ΐΖ÷Έω[J]. –¬ΦΦ θ–¬ΙΛ“’, 2013, (02): 58-62.
[14]’≈…ήΈά, ΤκΟς, Ν÷―‘άω, Έβ»ΈΕΪ, ―νΜ‘. 260–Ά≥ιΤχΙήΩ®ΩΎΝΠ―ß”–œό‘ΣΖ÷ΈωΦΑΤδ”≈Μ·ΗΡΫχ―–ΨΩ[J]. Ω’ΦδΩΊ÷ΤΦΦ θ”κ”Π”Ο, 2013, 39 (01): 45-50+62.
[15]ΥοΤΫΤΫ, Κζ¥®, ÷ήΫ®“Β, Έβ»ΈΕΪ, …ρ―≈, Κζ Δ Ό. Μυ”ΎΝ§± ÷±–¥ΒΡΈΔΫαΙΙ―ΣΙή÷ßΦήΧεΆβ≤βΤά[J]. ±±Ψ©…ζΈο“Ϋ―ßΙΛ≥Χ, 2011, 30 (02): 111-116.
[16]Έβ»ΈΕΪ, ―νΜ‘, ’≈άΎ, Κζ¥®. Ήι÷·ΙΛ≥Χ÷ßΦήΩλΥΌ≥…–ΈΦΦ θ―–ΨΩœ÷Ή¥[J]. Μζ–ΒΙΛ≥Χ―ß±®, 2011, 47 (05): 170-176.
[17]―νΜ‘, Έβ»ΈΕΪ, ÷λΌΜ, Άθ―©Ζο. 21CrMo10Η÷ΗΏΈ¬Υή–‘±δ–Έ–‘Ρή[J]. Υή–‘ΙΛ≥Χ―ß±®, 2010, 17 (06): 88-92+142.
[18]Κζ¥®, Έβ»ΈΕΪ, ΝθΖα. Φβ± ÷±–¥≥…–ΈΙΛ“’”κ”Π”Ο―–ΨΩ[J]. ΒγΦ”ΙΛ”κΡΘΨΏ, 2010, (04): 40-43+47.
[19]Έβ»ΈΕΪ, Άθ―©Ζο, ’≈άΎ. ‘Λ”ΠΝΠΗ÷ΥΩ≤χ»ΤΤ Ζ÷-ΉιΚœΦΖ―ΙΆ≤[J]. «εΜΣ¥σ―ß―ß±®(Ή‘»ΜΩΤ―ßΑφ), 2010, 50 (07): 974-979.
[20]Έβ»ΈΕΪ, Άθ―©Ζο, ’≈άΎ. Η÷Ιή≤ΘΝß»σΜ§»»ΦΖ―ΙΙΛ“’ΒΡ±ΏΫγΧθΦΰ[J]. Υή–‘ΙΛ≥Χ―ß±®, 2009, 16 (04): 95-99.
[21]―’”άΡξ, άν…ζΫή, ’≈»ΥΌΞ, Ν÷Ζε, Έβ»ΈΕΪ, ¬§«εΤΦ, –ήΉΩ, Άθ–ΓΚλ. Rapid Prototyping and Manufacturing Technology:Principle, Representative Technics, Applications, and Development Trends[J]. Tsinghua Science and Technology, 2009, 14 (S1): 1-12.
[22]Άθ–«, Έβ»ΈΕΪ, ’≈άΎ, ≤ή―©ΖΤ, ’≈»ΥΌΞ. Μυ”ΎΦβ± ÷±–¥ΒΡΉι÷·ΙΛ≥Χ÷ßΦή≥…–ΈΙΛ“’―–ΨΩ[J]. ΒγΦ”ΙΛ”κΡΘΨΏ, 2008, (05): 73-76.
[23]Άθ―©Ζο, Έβ»ΈΕΪ, ΒΥ≥ΩξΊ, ―’”άΡξ. –¬–ΆΡΆ»»ΗΏ«ΩΗ÷P91ΒΡΗΏΈ¬ΝΠ―ß–‘Ρή[J]. Μζ–ΒΙΛ≥Χ―ß±®, 2008, (06): 243-247.
[24]’≈»ΥΌΞ, ―’”άΡξ, Ν÷Ζε, Έβ»ΈΕΪ, –ήΉΩ, Άθ–ΓΚλ. ΒΆΈ¬ΩλΥΌ≥…–Έ”κ¬Χ…Ϊ÷Τ‘λ[J]. ÷Τ‘λΦΦ θ”κΜζ¥≤, 2008, (04): 71-75.
[25]ΒΥ≥ΩξΊ, Έβ»ΈΕΪ, ―’”άΡξ, ’≈άΎ, ≈μΩΓ±σ. ¥σ–Ά≥–‘ΊΩρΦήΗ÷ΥΩ‘Λ”ΠΝΠ≤χ»ΤΦΦ θ―–ΨΩ[J]. –¬ΦΦ θ–¬ΙΛ“’, 2008, (02): 52-54+3.
[26]Ν÷Ζε, ―’”άΡξ, Έβ»ΈΕΪ, ’≈άΎ, ΝθΚΘœΦ, ≈μΩΓ±σ, …ρΖφΗ’. ÷Ί–ΆΡΘΕΆ“Κ―ΙΜζ≥–‘ΊΫαΙΙΒΡΖΔ’Ι[J]. ΕΆ―ΙΉΑ±Η”κ÷Τ‘λΦΦ θ, 2007, (05): 27-31.
[27]≈μΩΓ±σ, ―’”άΡξ, ’≈»ΥΌΞ, Ν÷Ζε, Έβ»ΈΕΪ. Μζ–ΒΫαΙΙ‘Λ”ΠΝΠΩ≤ΚœΝ§Ϋ”ΒΡ‘≠άμ[J]. «εΜΣ¥σ―ß―ß±®(Ή‘»ΜΩΤ―ßΑφ), 2007, (08): 1274-1277.
[28]―’”άΡξ, άνΟ· Δ, Ν÷Ζε, Έβ»ΈΕΪ, ’≈»ΥΌΞ. ±δ–ΈΟΨΚœΫπΒΡ―–ΨΩ»»ΒψΗ≈ ω[J]. «εΜΣ¥σ―ß―ß±®(Ή‘»ΜΩΤ―ßΑφ), 2007, (05): 613-617.
[29]―’”άΡξ, ’≈»ΥΌΞ, Ν÷Ζε, Έβ»ΈΕΪ, ¬§«εΤΦ, –ήΉΩ, Άθ–ΓΚλ. ΩλΥΌ÷Τ‘λΦΦ θΒΡΖΔ’ΙΒά¬Ζ”κΖΔ’Ι«ς Τ[J]. ΒγΦ”ΙΛ”κΡΘΨΏ, 2007, (S1): 25-29.
[30]ΚΈΖ…, Έβ»ΈΕΪ, ―’”άΡξ, ÷ήΚΤ”±, ’≈»ΥΌΞ, ΝθΖα. ―ΙΒγ≈γ…δΫ®ΡΘΦΑ”–œό‘ΣΖ÷Έω[J]. ΒγΦ”ΙΛ”κΡΘΨΏ, 2007, (01): 34-38.
[31]…ρΖφΗ÷, ―’”άΡξ, Έβ»ΈΕΪ, Ν÷Ζε, ≈μΩΓ±σ. O–ΈœπΫΚΟήΖβ»ΠΨ≤ΟήΖβ”ΠΝΠΖ÷ΈωΦΑΟήΖβ–‘Ρή―–ΨΩ[J]. –¬ΦΦ θ–¬ΙΛ“’, 2007, (01): 22-24+2.
[32]―’”άΡξ, Ν÷Ζε, ’≈»ΥΌΞ, Έβ»ΈΕΪ, ¬§«εΤΦ, –ήΉΩ, Άθ–ΓΚλ. ΩλΥΌ÷Τ‘λΦΦ θΒΡΉν–¬Ϋχ’ΙΦΑΤδΖΔ’Ι«ς Τ[J]. ΒγΦ”ΙΛ”κΡΘΨΏ, 2006, (S1): 12-16+21.
[33]’≈»ΥΌΞ, ―’”άΡξ, Ν÷Ζε, Έβ»ΈΕΪ, ¬§«εΤΦ. ΈόΡΘ÷ΐ–Ά÷Τ‘λΦΦ θ‘ΎΩλΥΌΡΘΨΏ÷–ΒΡ”Π”Ο[J]. ΒγΦ”ΙΛ”κΡΘΨΏ, 2006, (S1): 59-62.
[34]ΝθΖα, Έβ»ΈΕΪ, ’≈»ΥΌΞ, ―’”άΡξ. ≈γ…δΦΦ θ‘Ύ…ζΈο÷Τ‘λΙΛ≥Χ÷–ΒΡ”Π”Ο[J]. Μζ–ΒΙΛ≥Χ―ß±®, 2006, (12): 13-20.
[35]ΝθΚΘœΦ, ―’”άΡξ, Άθ–ΓΚλ, ≥ΧΫί, Ν÷Ζε, –ήΉΩ, Έβ»ΈΕΪ. Μυ”ΎœΗΑϊ-Μυ÷ ≤ΡΝœ ήΩΊΉιΉΑΦΦ θΒΡάύΗΈΉι÷·ΙΙΫ®[J]. ΩΤ―ßΆ®±®, 2006, (12): 1395-1399.
[36]Ν÷Ζε, ―’”άΡξ, Έβ»ΈΕΪ, ¬§«εΤΦ, ’≈»ΥΌΞ. œ÷¥ζ÷Ί–ΆΡΘΕΆ“Κ―ΙΜζΒΡΙΊΦϋΦΦ θ[J]. Μζ–ΒΙΛ≥Χ―ß±®, 2006, (03): 9-14.
[37]―’”άΡξ,ΝθΚΘœΦ,–ήΉΩ,≥ΧΫί,Άθ–ΓΚλ,Ν÷Ζε,Έβ»ΈΕΪ,Άθ≥Θ”¬. œΗΑϊ÷±Ϋ” ήΩΊΉιΉΑΦΦ θΒΡ Βœ÷”κ―–ΨΩΫχ’Ι[J]. ΩΤ―ßΆ®±®, 2005, (11): 1159-1160.
[38]ΈΚ¥σ÷“,’≈»ΥΌΞ,Έβ»ΈΕΪ,÷ήΚΤ”±. ―ΙΒγ«ΐΕ·ΈΔΒΈ≈γ…δΙΐ≥ΧΒΡ ΐ―ßΡΘ–Ά[J]. ÷–ΙζΜζ–ΒΙΛ≥Χ, 2005, (07): 611-614.
[39]Έβ»ΈΕΪ,–λΙζœΆ,―’”άΡξ. ÷±Ϋ”Ϋπ τ≥…–Έ≈γ…δΦΦ θ[J]. Μζ–Β…ηΦΤ, 2005, (01): 5-8.
[40]Έβ»ΈΕΪ,―’”άΡξ,¬§ΈΑ,¬§«εΤΦ. Μυ”Ύ–Γ≤®Ζ÷ΈωΒΡΩλΥΌ≥…–ΈΙΐ≥Χ ΐ―ßΡΘ–Ά[J]. Μζ–ΒΙΛ≥Χ―ß±®, 2004, (12): 1-4+9.
[41]ΈΚ¥σ÷“,’≈»ΥΌΞ,Έβ»ΈΕΪ,÷ήΚΤ”±. ―ΙΒγΈΔΒΈ≈γ…δΉΑ÷ΟΒΡ…ηΦΤ[J]. «εΜΣ¥σ―ß―ß±®(Ή‘»ΜΩΤ―ßΑφ), 2004, (08): 1107-1110.
[42]’≈άΎ,Έβ»ΈΕΪ,―’”άΡξ. ¥σ–Ά»έ»ΎΦΖ―Ι≥…–Έ…η±ΗΒΡ―–ΨΩ”κΩΣΖΔ[J]. ΒγΦ”ΙΛ”κΡΘΨΏ, 2004, (04): 48-51+64.
[43]Έβ»ΈΕΪ,―’”άΡξ,Ιυ”άΚλ. Μυ”ΎΖ÷≤ψ ΒΧε÷Τ‘λΒΡ‘ΛΖ÷Ην≥…–Έ[J]. ÷–ΙζΜζ–ΒΙΛ≥Χ, 2004, (06): 89-92.
[44]Έβ»ΈΕΪ,ΈΚ¥σ÷“,÷ήΚΤ”±,―’”άΡξ. »ΐΈ§ ΐΉ÷ΈΔΒΈ≈γ…δ≥…–ΈΦΦ θΒΡΖΔ’Ιœ÷Ή¥[J]. –¬ΦΦ θ–¬ΙΛ“’, 2004, (02): 35-38.
[45]Έβ»ΈΕΪ,Άθ«ύΗΎ,―’”άΡξ,–λΙζœΆ. ÷±Ϋ”Ϋπ τ≥ΝΜΐ≥…–ΈΙΛ“’―–ΨΩ[J]. »»Φ”ΙΛΙΛ“’, 2004, (01): 1-3.
[46]άνΈά,Έβ»ΈΕΪ,―’”άΡξ. ΩλΥΌ≥…–Έ÷–≥ί–Έ÷ß≥≈ΫαΙΙΒΡΉ‘Ε·…ζ≥…ΥψΖ®[J]. ÷–ΙζΜζ–ΒΙΛ≥Χ, 2003, (24): 64-66+6.
[47]―’”άΡξ,Έβ»ΈΕΪ,Ιυ”άΚλ. Ε·Χ§Ζ÷«χ≤Δ––…®ΟηΖΫΖ®―–ΨΩ[J]. Μζ–ΒΙΛ≥Χ―ß±®, 2003, (11): 104-107.
[48]Έβ»ΈΕΪ,’≈»ΥΌΞ,―’”άΡξ,–ήΉΩ. ΒΆΈ¬±υ–Ά‘ΎΙ«Ήι÷·÷ßΦή≥…–Έ÷–ΒΡ”Π”Ο[J]. ΒΆΈ¬ΙΛ≥Χ, 2003, (05): 26-30.
[49]Έβ»ΈΕΪ,―’”άΡξ,Ζκ≥§. Μυ”Ύ±υΡΘΒΡ»έΡΘ÷ΐ‘λΙΛ“’―–ΨΩ[J]. ÷ΐ‘λ, 2003, (11): 1074-1077.
[50]Έβ»ΈΕΪ,ΈΚ¥σ÷–,―’”άΡξ,Ζκ≥§. Μυ”ΎΩλΥΌ≥…–ΈΒΡΒΆΈ¬±υ–Ά÷Τ‘λΦΦ θ―–ΨΩ[J]. ΒΆΈ¬ΙΛ≥Χ, 2003, (04): 36-42.
[51]ΈΚ¥σ÷“,Έβ»ΈΕΪ,–λΫΓ,’≈»ΥΌΞ. Μυ”ΎMCT‘ΥΕ·ΩΊ÷ΤΤςΒΡΩΣΖ≈ ΫΩλΥΌ≥…–ΆΜζ ΐΩΊœΒΆ≥―–ΨΩ”κΩΣΖΔ[J]. ÷Τ‘λΦΦ θ”κΜζ¥≤, 2003, (08): 31-33.
[52]¬§ΈΑ,¬§«εΤΦ,Έβ»ΈΕΪ,–λΫ®. ΩλΥΌ‘≠–ΆΗ≈ΡνΡΘ–ΆΜζΒΡ―–ΨΩ[J]. ÷Τ‘λΦΦ θ”κΜζ¥≤, 2003, (07): 14-16+73.
[53]≈αΝ’,Έβ»ΈΕΪ,’≈»ΥΌΞ,―’”άΡξ. …®ΟηΥΌΕ»Ε‘»έ»ΎΕ―Μΐ≥…–Έ”ΑœλΒΡ”–œό‘ΣΖ÷Έω[J]. ÷–ΙζΜζ–ΒΙΛ≥Χ, 2003, (08): 63-65+5.
[54]ΈΚ¥σ÷“,–λΫΓ,Έβ»ΈΕΪ,’≈»ΥΌΞ. Μυ”ΎMCT‘ΥΕ·ΩΊ÷ΤΤςΒΡΩλΥΌ≥…–ΆΜζ ΐΩΊœΒΆ≥―–ΨΩ[J]. ΉιΚœΜζ¥≤”κΉ‘Ε·Μ·Φ”ΙΛΦΦ θ, 2003, (04): 37-39.
[55]ΧΤΙϊΝ÷,Έβ»ΈΕΪ,ΈΚ¥σ÷“,¬§«εΤΦ. »έ»ΎΦΖ―Ι≥…–Έ¥σ–Ά‘≠–ΆΨΪΕ»ΩΊ÷Τ―–ΨΩ[J]. ÷Τ‘λΦΦ θ”κΜζ¥≤, 2002, (03): 16-18+57.
[56]Έβ»ΈΕΪ,―’”άΡξ,ΈΚ¥σ÷–,ΧΤΙϊΝ÷. »έ»ΎΕ―Μΐ≥…–Έ≤ΡΝœΦΖ≥ωΦΦ θ―–ΨΩ[J]. ÷–ΙζΜζ–ΒΙΛ≥Χ, 2001, (S1): 225-227.
[57]ΧΤΙϊΝ÷ ,Έβ»ΈΕΪ ,ΈΚ¥σ÷– ,¬§«εΤΦ. MEM≥…–Ά¥σ–ΈΝψΦΰ‘≠–ΆΙΛ“’―–ΨΩ[J]. –¬ΦΦ θ–¬ΙΛ“’, 2001, (12): 27-29.
[58]―’”άΡξ,’≈»ΥΌΞ,¬§«εΤΦ,Έβ»ΈΕΪ,Ιυ”άΚλ,ΙυΗξ,άν―ε…ζ,–λ»ΥΤΫ. ΕύΙΠΡήΩλΥΌ‘≠–Ά÷Τ‘λœΒΆ≥(M-RPMS)[J]. άΞΟςάμΙΛ¥σ―ß―ß±®(Ή‘»ΜΩΤ―ßΑφ), 2001, (04): 24-28.
[59]―’”άΡξ ,’≈»ΥΌΞ ,¬§«εΤΦ ,Έβ»ΈΕΪ ,Ιυ”άΚλ ,ΙυΗξ ,άν―ε…ζ. ΕύΙΠΡήRPœΒΆ≥ΒΡΦ·≥…[J]. ΦΤΥψΜζΗ®÷ζ…ηΦΤ”κ÷Τ‘λ, 2001, (06): 7-8+15.
[60]–λΫΓ,Έβ»ΈΕΪ,¬§«εΤΦ,―’”άΡξ. »έ»ΎΦΖ―Ι≥…–ΈΙΛ“’÷Τ‘λΗ¥‘”ΆΖΩχ[J]. ÷–ΙζΜζ–ΒΙΛ≥Χ, 2000, (10): 60-61+6-7.
[61]―’”άΡξ,ΚιΙζΕΑ,ΈβΝΦΈΑ,Έβ»ΈΕΪ. ΩλΥΌ≥…–ΈΦΦ θΖΔ’ΙΉ¥Ωω”κ«ς Τ―–ΨΩ[J]. Μζ–ΒΙΛ“’ Π, 1998, (11): 32-34+1.
ΖΔ±μΜα“ι¬έΈΡΘΚ
[1]Michael Pahnke, Έβ»ΈΕΪ & άΉ±ϊΆζ. (2010). 360MNΈόΖλΗ÷ΙήΦΖ―ΙΜζΒΡ30’ΉΆΏ“Κ―Ι«ΐΕ·œΒΆ≥. (eds.) ÷–ΙζΙζΦ Ή‘”…ΕΆΜα“ι2010¬έΈΡΦ· (pp.164-166).
[2]ΝθΖα, ’≈»ΥΌΞ, Έβ»ΈΕΪ, ―’”άΡξ & ΚΈΖ…. (2005). ΈΔΒΈ≈γ…δΦΦ θ‘Ύ…ζΈοΙΛ≥Χ÷–ΒΡ”Π”Ο. (eds.) 2005Ρξ÷–ΙζΜζ–ΒΙΛ≥Χ―ßΜαΡξΜα¬έΈΡΦ· (pp.38).
[3]―’”άΡξ, Ν÷Ζε, ’≈»ΥΌΞ, Έβ»ΈΕΪ, ¬§«εΤΦ, –ήΉΩ & Άθ–ΓΚλ. (2005). ΩλΥΌ÷Τ‘λΦΦ θΒΡΉν–¬Ϋχ’ΙΦΑΤδΖΔ’Ι«ς Τ. (eds.) 2005Ρξ÷–ΙζΜζ–ΒΙΛ≥Χ―ßΜαΡξΜα¬έΈΡΦ· (pp.245).
[4]Άθ–ΓΚλ, ―’”άΡξ, –ήΉΩ, Ν÷Ζε, Έβ»ΈΕΪ, ’≈»ΥΌΞ & ¬§«εΤΦ. (2005). ΟςΫΚ/Ω«ΨέΧ«Υ°ΡΐΫΚΉςΈΣΗΈœΗΑϊΒΡΜυ÷ ≤ΡΝœ. (eds.) 2005Ρξ÷–ΙζΜζ–ΒΙΛ≥Χ―ßΜαΡξΜα¬έΈΡΦ· (pp.42-43).
[5]―’”άΡξ, Ν÷Ζε, ’≈»ΥΌΞ, Έβ»ΈΕΪ, ¬§«εΤΦ, –ήΉΩ & Άθ–ΓΚλ. (2005). ΩλΥΌ÷Τ‘λΦΦ θΒΡΉν–¬Ϋχ’ΙΦΑΤδΖΔ’Ι«ς Τ. (eds.) 2005Ρξ÷–ΙζΜζ–ΒΙΛ≥Χ―ßΜαΡξΜαΒΎ11Ϋλ»ΪΙζΧΊ÷÷Φ”ΙΛ―ß θΜα“ιΉ®Φ≠ (pp.48-53).
[6]―’”άΡξ, Ν÷Ζε, ’≈»ΥΌΞ, Έβ»ΈΕΪ, ¬§«εΤΦ, –ήΉΩ & Άθ–ΓΚλ. (2005). ΩλΥΌ÷Τ‘λΦΦ θΒΡΉν–¬Ϋχ’ΙΦΑΤδΖΔ’Ι«ς Τ. (eds.) 2005Ρξ÷–ΙζΜζ–ΒΙΛ≥Χ―ßΜαΡξΜα¬έΈΡΦ·ΒΎ11Ϋλ»ΪΙζΧΊ÷÷Φ”ΙΛ―ß θΜα“ιΉ®Φ≠ (pp.48-53).
[7]Άθ–ΓΚλ,¬μΫ®±ξ,―’”άΡξ,–ήΉΩ,Ν÷Ζε,Έβ»ΈΕΪ... & ¬§«εΤΦ. (2004). ΦΗ÷÷ΦΉΩ«ΥΊ―ή…ζΈο‘ω«ΩΒΡΝΉΥαΗΤΙ«Υ°Ρύ. (eds.) »Υ≤≈ΓΔ¥¥–¬”κάœΙΛ“ΒΜυΒΊΒΡ’ώ–ΥΓΣΓΣ2004Ρξ÷–ΙζΜζ–ΒΙΛ≥Χ―ßΜαΡξΜα¬έΈΡΦ· (pp.125).
[8]–λΫΓ, Έβ»ΈΕΪ & ―’”άΡξ. (2001). ΩλΥΌ≥…–ΈΦΦ θ‘ΎΙζΖάΫ®…η…œΒΡ”Π”Ο. (eds.) 2001Ρξ÷–ΙζΜζ–ΒΙΛ≥Χ―ßΜαΡξΜατΏΒΎΨ≈Ϋλ»ΪΙζΧΊ÷÷Φ”ΙΛ―ß θΡξΜα¬έΈΡΦ· (pp.302-304).
[9]Έβ»ΈΕΪ, ΧΤΙϊΝ÷, ΈΚ¥σ÷–, –λΦϋ & ―’”άΡξ. (2001). MEM≥…–Έ¥σ–ΆΝψΦΰ‘≠–ΆΙΛ“’―–ΨΩ. (eds.) 2001Ρξ÷–ΙζΜζ–ΒΙΛ≥Χ―ßΜαΡξΜατΏΒΎΨ≈Ϋλ»ΪΙζΧΊ÷÷Φ”ΙΛ―ß θΡξΜα¬έΈΡΦ· (pp.322-326).
[10]–λΫΓ, Έβ»ΈΕΪ & ―’”άΡξ. (2001). ΩλΥΌ≥…–ΈΦΦ θ‘ΎΙζΖάΫ®…η…œΒΡ”Π”Ο. (eds.) ΧΊ÷÷Φ”ΙΛΦΦ θΓΣΓΣ2001Ρξ÷–ΙζΜζ–ΒΙΛ≥Χ―ßΜαΡξΜατΏΒΎΨ≈Ϋλ»ΪΙζΧΊ÷÷Φ”ΙΛ―ß θΡξΜα¬έΈΡΦ· (pp.302-304).
[11]Έβ»ΈΕΪ, ΧΤΙϊΝ÷, ΈΚ¥σ÷–, –λΦϋ & ―’”άΡξ. (2001). MEM≥…–Έ¥σ–ΆΝψΦΰ‘≠–ΆΙΛ“’―–ΨΩ. (eds.) ΧΊ÷÷Φ”ΙΛΦΦ θΓΣΓΣ2001Ρξ÷–ΙζΜζ–ΒΙΛ≥Χ―ßΜαΡξΜατΏΒΎΨ≈Ϋλ»ΪΙζΧΊ÷÷Φ”ΙΛ―ß θΡξΜα¬έΈΡΦ· (pp.322-326).
ΟΫΧε±®Βά“ΜΘΚ
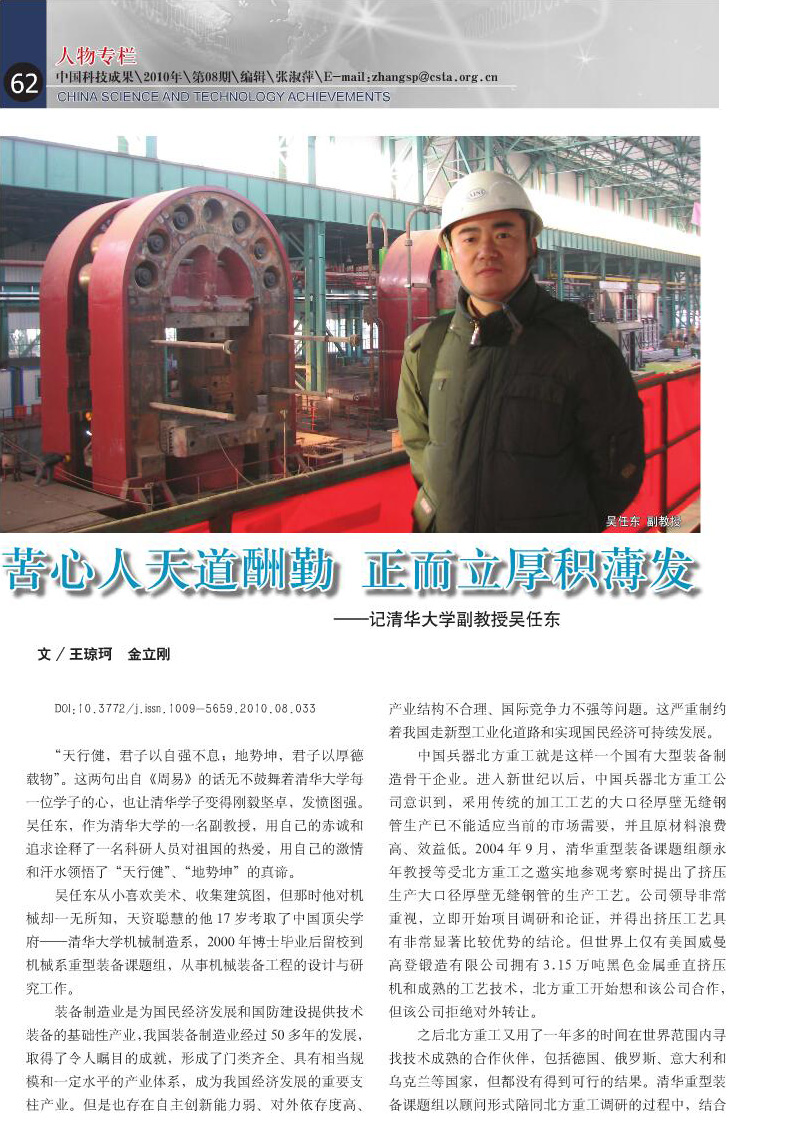
Ψΐ––ΧλΉ‘ΫΓΚώΜΐΕχ±ΓΖΔΓΣΓΣΦ««εΜΣ¥σ―ßΜζ–ΒΙΛ≥ΧœΒΗ±ΫΧ ΎΈβ»ΈΕΪ
ΥφΉ≈»Ϊ«ρΨΚ’υΦ”ΨγΘ§Έ“ΙζΒΡΨ≠ΦΟΖΔ’ΙΨ≠Ιΐ30ΡξΒΡΗΡΗοΩΣΖ≈Θ§‘Ύ¥”Ψ≠ΦΟ¥σΙζœρΨ≠ΦΟ«ΩΙζΉΣ±δΒΡΙΐ≥Χ÷––ηΗϋΕύΒΡ“–÷Ί”ΎΩΤΦΦ¥¥–¬Θ§“‘ΩΤΦΦ“ΐΝλΨ≠ΦΟΒΡΩ…≥÷–χΖΔ’ΙΓΘΕχΗΏΕΥΉΑ±Η÷Τ‘λΚΆ–¬“Ϋ“©ΉςΈΣΈ“Ιζ–¬ ±ΤΎΝΫ¥σ’Ϋ¬‘–‘–¬–Υ≤ζ“ΒΘ§Ε‘”ΎΆΤΫχΨ≠ΦΟΫαΙΙΒς’ϊΘ§¥ΌΫχ…γΜαΩ…≥÷–χΖΔ’ΙΒΡ÷Ί“Σ“β“ε“―ΒΟΒΫΗςΖΫΗΏΕ»ΙΊΉΔΓΘ
Έβ»ΈΕΪΘ§1972Ρξ…ζ”ΎΗ ΥύΘ§«εΜΣ¥σ―ßΜζ–ΒΙΛ≥ΧœΒΗ±ΫΧ ΎΘ§ΓΑ3.6ΆρΕ÷¥Ι÷±ΦΖ―Ι¥σΩΎΨΕΚώ±ΎΈόΖλΗ÷ΙήΙΛ≥ΧΓ±÷–«εΜΣΆ≈Ε”÷ς“ΣΗΚ‘π»ΥΘ§ΕύΡξ¥” ¬œ»Ϋχ÷Τ‘λΚΆ…ζΈο÷Τ‘λΙΛ≥ΧΝλ”ρœνΡΩ―–ΨΩΙΛΉςΓΘ
ΓΑ3.6ΆρΕ÷¥Ι÷±ΦΖ―Ι¥σΩΎΨΕΚώ±ΎΈόΖλΗ÷ΙήΙΛ≥ΧΓ±Φρ≥Τ360ΙΛ≥ΧΘ§ «Αϋά®“ΜΧ®3.6ΆρΕ÷¥Ι÷±ΦΖ―ΙΜζΘ§1.5ΆρΕ÷÷Τ≈ς―ΙΜζΦΑœύΙΊΗ®÷ζ…η±Η63Χ®ΧΉΒΡ»»ΦΖ―Ι…ζ≤ζœΏœνΡΩΘ§”…«εΜΣ¥σ―ßΉ‘÷ς―–ΖΔΚΆ…ηΦΤΘ§÷–Ιζ±χΤς±±ΖΫ÷ΊΙΛΙΪΥΨΫ®…ηΘ§ «Φ·≥…¥¥–¬ΒΡΒδΖΕΘ§≤ζ―ß―–ΫαΚœΒΡ≥…ΙΠΖΕάΐΘ§ΥϋΒΡ≥ωœ÷ΦΪ¥σΧα…ΐΝΥΈ“ΙζΉΑ±Η÷Τ‘λ“ΒΒΡΥ°ΤΫΘ§‘ω«ΩΝΥΈ“Ιζ‘ΎΦΪΕΥ÷Τ‘λΝλ”ρΒΡΙζΦ ΨΚ’υΝΠΕ‘Έβ»ΈΕΪ’βΗωΡξΝδΒΡΩΤ―–ΙΛΉς’Ώά¥ΥΒΘ§360ΙΛ≥Χ≥…ΙΠ―–ΖΔΒΡΖ÷ΝΩ≤Μ―‘Εχ”ςΓΘ
–¬“Ϋ“©÷¬ΝΠ”ΎΫΪ…ζΟϋΩΤ―ß«Α―ΊΘ§ΗΏ–¬ΦΦ θ ÷ΕΈ”κ¥ΪΆ≥“Ϋ―ß”≈ ΤΫαΚœΤπά¥Θ§―–ΖΔ–¬ΒΡΦΦ θΚΆ ÷ΕΈΓΘΕχΈβ»ΈΕΪΥυ¥” ¬ΒΡΝμΆβ“ΜΗω―–ΨΩΝλ”ρΓΣΓΣ…ζΈο÷Τ‘λΙΛ≥ΧΘ§ΉςΈΣ÷Τ‘λΩΤ―ßΚΆ…ζΟϋΩΤ―ßΒΡΫΜ≤φ―ßΩΤΘ§“―Ψ≠≥…ΈΣœ÷¥ζ“Ϋ―ß–¬ΒΡ―–ΨΩΖΫœρΓΘ
Έό¬έ÷Ο”ΎΚΈ¥ΠΘ§’β–©≥…Φ®ΕΦ≤Μ»ίΚω ”Θ§ΒΪΈβ»ΈΕΪ»¥ΥΒΘ§Υϊ÷Μ «ΉΞΉΓΜζΜα≈§ΝΠœρ«ΑΕχ“―ΓΘ
≥…ΙΠ=80%ΒΡΜζ”ω+20%ΒΡ≈§ΝΠ
80%ΒΡΜζ”ω¥Ι«ύΚΆ20%ΒΡΗω»Υ≈§ΝΠΘ§’β «Έβ»ΈΕΪΕ‘Ή‘ΦΚΡήΙΜ»ΓΒΟœ÷”–≥…Φ®ΒΡΉήΫαΓΘ
Ϋχ»κ21 άΦΆ“‘ά¥Θ§ΥφΉ≈Έ“ΙζΨ≠ΦΟ ΒΝΠΚΆΉέΚœΙζΝΠΒΡ÷π≤Ϋ‘ω«ΩΘ§ΙζΡΎΗςΖΫΟφ–η«σ≤ΜΕœ‘ωΦ”Θ§Έ“Ιζ ±Ήω≥ω‘ω«ΩΉ‘÷ς¥¥–¬ΡήΝΠΘ§Ϋ®…η¥¥–¬–ΆΙζΦ“ΒΡ’Ϋ¬‘Ψω≤ΏΓΘ’ΐ «¥σΜΖΨ≥ΒΡΉΣ±δΚΆΙζΦ“’ΰ≤ΏΒΡΙΡάχΘ§Ήν÷’¥Ό Ι÷–Ιζ±χΤς±±ΖΫ÷ΊΙΛΗΏ≤ψœ¬Ψω–Ρ…œ¬μ360ΙΛ≥ΧΓΘ
2000ΡξΘ§Έβ»ΈΕΪ≤© Ω±œ“ΒΘ§≥…ΈΣ ±Ρξ62ΥξΒΡ―’”άΡξΫΧ ΎΒΎ“ΜΗωΝτ–ΘΙΛΉςΒΡ―–ΨΩ…ζΘ§“≤“ρ¥ΥΩΣ Φ≥–ΒΘΩΈΧβΉι¥σ≤ΩΖ÷ΒΡœνΡΩΓΘΜζΜαΕ‘ΟΩΗω»ΥΕΦ «ΤΫΒ»ΒΡΘ§ΒΪ”»ΤδΤΪΑ°”–ΉΦ±ΗΒΡ»ΥΓΘΈβ»ΈΕΪ‘ΎΉω360ΙΛ≥Χ÷°«ΑΘ§“―Ψ≠≥δΖ÷―ßœΑΝΥœύΙΊΝλ”ράο«Α±≤ΦΗ °Ρξ―–ΨΩΒΡ≥…ΙϊΘ§ΉωΝΥΚήΕύάύΥΤœνΡΩΘ§≤Δ”–Υυ¥¥–¬ΚΆά©’ΙΘ§ΜΐάέΝΥΖαΗΜΒΡΨ≠―ιΓΘ‘ζ ΒΒΡΉ®“ΒΜυ¥ΓΚΆΖαΗΜΒΡœνΡΩΨ≠―ι ΙΒΟΥϊ”–ΡήΝΠ Λ»Έ’βœνΙΛΉςΘ§≤ΔΥ≥άϊΆΤΫχœνΡΩ Β ©ΓΘ
2006ΡξΘ§360ΙΛ≥Χ‘ΎΥΪΖΫΒς―–Ϋ”¥Ξ“ΜΡξ ±Φδ÷°Κσ’ΐ Ϋ«©‘ΦΝΔœνΘ§ΗςœνΙΛΉςΫχ»κ Β÷ –‘ΉΦ±ΗΫΉΕΈΓΘΡξΫω35ΥξΒΡΈβ»ΈΕΪΉςΈΣ360œνΡΩΒΡ÷ς…ηΦΤ ΠΘ§“ΜΆΖ‘ζΫχΑϋΆΖΘ§“Μ¥ΐΨΆ «»ΐΡξΈβ»ΈΕΪΥΒΘ§ΜΊœκ360ΒΡ―–÷ΤΙΐ≥ΧΘ§’ϊΗωœνΡΩ÷–’φ’ΐ»Ο»Υ–ΥΖήΘ§ΜπΜ®…Νœ÷Θ§¥χ”–¥¥–¬–‘ΒΡΕΪΈς≤Δ≤Μ «Ζ«≥ΘΕύΘ§ΗϋΕύΒΡ «“Μ÷÷Φα≥÷ΓΣΓΣΕ‘ΦηΩύΜΖΨ≥Θ§ΒΞΒς…ζΜνΒΡΦα≥÷Ε‘¬ΰ≥ΛΙΛΤΎΘ§Ζ±ΥωΙΛΉςΒΡΦα≥÷ΘΜΕ‘ΦΦ θάμΡνΘ§œνΡΩΡΩ±ξΒΡΦα≥÷Θ§»ΈΚΈΒΡΆΥΥθΜρΆΉ–≠ΕΦΜαΕ‘œνΡΩΆΤΫχ≤ζ…ζΦΪ¥σΒΡ”ΑœλΓΘΨό¥σΒΡ»ΥΝΠΘ§ΈοΝΠΘ§≤ΤΝΠΆΕ»κ»ί≤ΜΒΟΑκΒψ…Ν ßΘ§“ρ¥ΥΈβ»ΈΕΪΒΡ―ΙΝΠΖ«≥Θ¥σΘ§ΑΨ“ΙΙΛΉςΜυ±Ψ≥…ΈΣ≥ΘΧ§ΓΘ’βΗωΙΐ≥ΧΈό“… «Ά¥ΩύΒΡΘ§ΒΪΈβ»ΈΕΪΟΜ”–ΆΥ¬ΖΘ§Έ®”–Βς’ϊΉ‘…μΘ§“‘ΤΫΚΆΒΡ–ΡΧ§≈§ΝΠΦα≥÷ΓΘ
ΙζΦ“’ΰ≤ΏΒΡ¥σΝΠ÷ß≥÷Θ§ΚœΉςΗςΖΫΒΡΜΐΦΪ–ΡΧ§Θ§œνΡΩΆ≈Ε”ΒΡΗΏ–ß–≠ΉςΘ§Φα≥÷≤Μ–ΗΒΡ÷¥Ή≈ΨΪ…ώΓ≠Γ≠Χλ ±ΒΊάϊ»ΥΚΆΒΡ”≈ ΤΘ§÷’”Ύ¥ΌΨΆ360œνΡΩ≥…ΙΠΝΔœν≤Δ‘ΎΕΧΕΧΝΫΡξΑκΒΡ ±Φδάο―ΗΥΌΆΤΫχΘ§≤ΜΕœ≥… λΓΘ
2009Ρξ7‘¬l3»’Θ§ΥφΉ≈ΜπΚλΒΡΗ÷Ιή¥”¥Ι÷±ΦΖ―ΙΜζΕΞΕΥΒθ≥ωΘ§360ΙΛ≥Χ Ή¥Έ»» ‘≥Β≥…ΙΠΓΘΫ”œ¬ά¥ΒΡΑκΡξΘ§360ΙΛ≥Χ“Μ÷±¥Π”ΎΒς ‘ΫΉΕΈΘ§÷±ΒΫ2010ΡξΡξ≥θΉΣ»κ’ΐ Ϋ…ζ≤ζΘ§ΟΩ‘¬Μυ±Ψ±Θ÷Λ1500Ε÷ΒΡ…ζ≤ζΝΩΓΘΉςΈΣΙζΡΎ ΉΧΉάύΥΤ¥σ–Ά…η±ΗΘ§360ΙΛ≥Χ»» ‘≥ΒΑκΡξΨΆ’ΐ ΫΉΣ»κ…ζ≤ζΘ§±»‘Λ÷≠ΒΡ“ΜΡξ ±ΦδΥθΕΧΝΥ“ΜΑκΓΘΈβ»ΈΕΪΫι…ήΘ§’βΗωœνΡΩΒΎ“ΜΤΎΒΡ…ηΦΤ≤ζΝΩ «5ΆρΕ÷Θ§‘ΛΦΤ3ΡξΆξ≥…ΓΘ“‘ΡΩ«Α1.8ΆρΕ÷ΒΡΡξ≤ζΝΩΚΆ’ΐ≥ΘΒΡΡξ‘ω≥Λ¬ ά¥ΆΤΥψΘ§2012Ρξ Βœ÷Ρξ≤ζΆρΕ÷≤ΔΖ«Ρ― ¬ΓΘ
ΉςΈΣΓ±–¬ ±ΤΎ °¥σ±ξ÷Ψ–‘ΦΦ θΉΑ±Η÷°“ΜΓ±Θ§360ΙΛ≥Χ»ΓΒΟΝΥΗ÷ΥΩ≤χ»ΤΫαΙΙΘ§‘Λ”ΠΝΠΤ Ζ÷ΫαΙΙΒ»÷Ί¥σΦΦ θ¥¥–¬ΘΜ¥¥‘λΝΥ¥σΝςΝΩΗΏ―Ι”Ά±Ο÷±¥ΪΘ§≤…”Ο“Κ―ΙΧα…ΐΦΦ θΑ≤ΉΑΘ§¥σ≥ΏΕ»‘≠ΈΜ≤χ»Τ‘ΛΫτΒ»Εύœν άΫγΒΎ“ΜΘΜ¥ρΤΤΟάΘ§Β¬Θ§»’»ΐΙζ¬ΔΕœΘ§ΗΡ±δΝΥΙζΡΎ¥σΩΎΨΕΚώ±ΎΈόΖλΗ÷Ιή¥σΝΩ“άάΒΫχΩΎΒΡΨ÷ΟφΘ§ Ι÷–ΙζΒΎ“Μ¥ΈΫχ»κ άΫγΡΆΗΏΈ¬ΗΏ―ΙΚώ±Ύ≥…–Ά≤ΡΝœΒΡΓ±ΦΪΕΥ÷Τ‘λΓ±Νλ”ρΓΘ
360ΙΛ≥ΧΉςΈΣΦ·≥…¥¥–¬ΒΡΒδΖΕ «ΉέΚœ–‘ΒΡΘ§Έό¬έ «ΦΦ θ±Ψ…μΘ§ΜΙ «œνΡΩΉ ‘¥ΒΡΉι÷·”κ’ϊΚœΘ§ΕΦ‘ΧΚ§Ή≈¥¥–¬ΒΡΙΐ≥ΧΓΘ±»»γΘ§ Ή¥Έ‘Ύ÷Ί–ΆΦ”ΙΛΝλ”ρ“ΐ”Ο‘Λ”ΠΝΠΗ÷ΥΩ≤χ»ΤΒ»ΜζΙΙΘ§ Ι¥Ι÷±ΦΖ―ΙΜζΒΟ“‘ΒΆ‘λΦέΘ§ΗΏΩ…ΩΩ–‘ Βœ÷Εχ±±ΖΫ÷ΊΙΛΕ‘”ΎΗςΗω≤Έ”κΒΞΈΜΘ§Ης÷÷Ή ‘¥ΒΡ”––ßΙήάμΘ§ΆξΟάΉι÷·Θ§‘ρ¥”ΚξΙέ≤ψΟφ±Θ’œΝΥ360ΙΛ≥ΧΒΡ≥…ΙΠΓΘ
ΉςΈΣΈ“ΙζΦΪΕΥ÷Τ‘λΝλ”ρΒΡ≈≈ΆΖ±χΘ§360ΙΛ≥Χ»Ζ Β”–ΚήΕύΉ‘÷ς¥¥–¬ΒΡΒΊΖΫΘ§’Ϋ¬‘“β“ε÷Ί¥σΓΘΒΪΈβ»ΈΕΪ»œΈΣ¥¥–¬±≥ΚσΒΡ÷ß≥÷Ά§Β»÷Ί“ΣΘ§Ή‘÷ς¥¥–¬≥ΐΝΥ”–ΚΟΒΡΥΦΈ§Θ§ΚΟΒΡΦΦ θΘ§ά¥Ή‘ΩΤ―–»Υ‘±Ή‘…μΚΆ…γΜαΗςΖΫΟφΒΡ≥÷–χ–‘÷ß≥÷±Ί≤ΜΩ……ΌΓΘ
±»ΦγΙζΦ œ»ΫχΥ°ΤΫΘ§ΜΐΦΪ¥ΌΫχ≤ζ―ß―–ΫαΚœ
360ΙΛ≥ΧΒΡ≥…ΙΠ «ΫϋΡξΈ“Ιζ÷Τ‘λΝλ”ρ»ΓΒΟ≥ΛΉψΖΔ’ΙΒΡ“ΜΗωΒδ–ΆΘ§ΒΞ“‘Έ“ΙζΡΩ«Α÷Τ‘λΥ°ΤΫΩ¥Θ§‘Ύ»γ¥ΥΕΧΒΡ ±Έ ΡΎ―–ΨΩ≥ωΈςΖΫΙζΦ“ΦΗ °ΡξΒΡ―–ΨΩ≥…Ιϊ≤Δ“ΜΨΌ≥§‘ΫΘ§ΨΆΉψ“‘‘ΎΜζΫ® Ζ…œ–¥œ¬≈®÷ΊΒΡ“Μ± Θ§Υϋ‘Λ ΨΝΥΈ“Ο«ΈΣ÷°ΖήΕΖΒΡΡΩ±ξΚΆΖΫœρΓΘ
1990Ρξ¥ζΘ§Έ“ΙζΒΡ…ζ≤ζΝΠΥ°ΤΫΜΙ±»ΫœΒΆΘ§Ά§ΙζΆβΙΪΥΨΒΡΚœΉςΡΘ Ϋ «»ΪœΏΫχΩΎΘ§¥σΒΫ÷ς“ΣΜυ¥Γ…η ©»γΜζ¥≤Θ§ΡΘΨΏΘ§–ΓΒΫΝψΦΰ»γ…ζ≤ζœΏ…œ≈Γ¬ίΕΛΒΡΑβΉ”ΓΘΓΑ‘ΎΡ«ΗωΡξ¥ζΘ§≤ΜΫωΕ‘ΖΫΘ§ΨΆΝ§÷–Ιζ»ΥΉ‘ΦΚΕΦ≤Μœύ–≈Ή‘ΦΚΡήΉω’β–©ΕΪΈςΓ±ΓΘΨ≠ΙΐΫϋ20ΡξΒΡΖΔ’ΙΘ§Ά®Ιΐ“ΐΫχΚΆ―ßœΑΙζΆβœ»Ϋχ÷Τ‘λΦΦ θΘ§Ή‘÷ς¥¥–¬Θ§Έ“Ιζ“―–Έ≥…ΝΥΨΏ”–“ΜΕ®ΦΦ θΥ°ΤΫΘ§±»ΫœΆξ’ϊΒΡΉΑ±Η÷Τ‘λΧεœΒΘ§÷Τ‘λΙφΡΘΨ” άΫγΒΎΈεΈΜΓΘ»γΫώΘ§Έ“Ο«Ά§ΆβΖΫΚœΉς÷Μ–η“ΣΫχΩΎΫœ…ΌΒΡ÷Ί¥σΚΥ–ΡΟΜ±ΗΓΘ“ρ¥ΥΘ§ΙζΆβΒΡ“Μ–©ΙΪΥΨΓΑΕ‘÷–ΙζΜΙ «ΚήΨε≈¬ΒΡΘ§±œΨΙΈ“Ο«”ΟΒΡ ±Φδ≤Δ≤Μ≥ΛΓ±ΓΘ
ΨΓΙή”–»γ¥Υ≥…ΨΆΘ§Έ“ΙζΒΡΉΑ±Η÷Τ‘λ“Β‘Ύ’ϊΧεΖΫΟφ»‘»Μ±»Ϋœ«Ζ»±ΓΘΚΥ–ΡΦΦ θΜυ¥Γ±Γ»θΘ§≤ζ“ΒΫαΙΙ≤ΜΚœάμΘ§Ή‘÷ς―–ΖΔΡήΝΠ≤ΜΉψΘ§Φ·Ά≈Μ·Τσ“Β«Ζ»±Θ§Ρ≥–©Νλ”ρ―œ÷Ί“άάΒΫχΩΎΒ»Έ Χβ“ά»Μ¥φ‘ΎΘ§≤ΜΡή¬ζΉψΙζΟώΨ≠ΦΟΩλΥΌ‘ω≥ΛΒΡ–η“ΣΓΘ
ΈΣΝΥ―ΗΥΌΗΡ±δΈ“ΙζΉΑ±Η÷Τ‘λ“ΒΒΡœ÷Ή¥Θ§ΙζΈώ‘ΚΖΔ≤ΦΝΥΩΤΦΦ¥¥–¬”κΤΖ≈ΤΓΕΙΊ”Ύ’ώ–ΥΉΑ±Η÷Τ‘λ“ΒΒΡ»τΗ…“βΦϊΓΖΘ§Χα≥ωΒΫ2010ΡξΘ§ΖΔ’Ι“Μ≈ζ”–Ϋœ«ΩΨΚ’υΝΠΒΡ¥σ–ΆΉΑ±Η÷Τ‘λΤσ“ΒΦ·Ά≈Θ§‘ω«ΩΨΏ”–Ή‘÷ς÷Σ Ε≤ζ»®÷Ί¥σΦΦ θΉΑ±ΗΒΡ÷Τ‘λΡήΝΠΘ§Μυ±Ψ¬ζΉψΡή‘¥Θ§ΫΜΆ®Θ§‘≠≤ΡΝœΒ»Νλ”ρΦΑΙζΖάΫ®…ηΒΡ–η“ΣΓΘ’βΨΆ“Σ«σΈ“Ο«≈§ΝΠΧαΗΏΉ‘÷ς¥¥–¬“β ΕΚΆΡήΝΠΘ§”ΟΗΏΩΤΦΦΚΆ–≈œΔΜ·ΈδΉΑ÷Τ‘λ“ΒΘ§≈§ΝΠΆΤΫχ≤ζ―ß―–œύΫαΚœΒΡ¥¥–¬ΧεœΒΘ§÷π≤Ϋ Βœ÷÷Ί¥σ…η±ΗΙζ≤ζΜ·Θ§¥ΌΫχ≤ζ“ΒΫαΙΙ”≈Μ·…ΐΦΕΓΘ
…œ άΦΆΡ©ΤΎΘ§Έ“ΙζΒΡΨ≠ΦΟΧε÷ΤΚΆΫΧ”ΐΧε÷Τ»‘œύΕ‘±»Ϋœ±Θ ΊΘ§ΫΧ ΠΟ«“Μ–ΡΤΥ‘Ύ―ß–ΘάοΒΡάμ¬έ―–ΨΩΚΆ Β―ιΫΉΕΈΘ§Ά§Τσ“ΒΒΡ ΒΦ ”Π”ΟΆ―ΫΎΘ§’β÷÷ΦΪΕΥΒΡ«ιΩω≥÷–χΒΫΙζΦ“Ή‘÷ς¥¥–¬’ΰ≤ΏΒΡΧα≥ωΓΘœ÷‘ΎΒΡΩΤ―–»Υ‘±“―Ψ≠”–÷ςΕ·ΆΤΙψΩΤ―–≥…ΙϊΘ§¥ΌΫχ―ß θ≥…Ιϊ≤ζ“ΒΜ·ΒΡ“β ΕΓΘΕχ‘Ύ –≥ΓΨΚ’υ»’«ςΦΛΝ“ΒΡΫώΧλΘ§Τσ“Β‘ΎΉΖ«σΗϋΕύΉ‘÷ς÷Σ Ε≤ζ»®Θ§ΗϋΕύΕά¥¥«“Ρ―“‘±ΜΡΘΖ¬ΒΡ≤ζΤΖ…œ“≤”–ΗϋΤ»«–ΒΡ“Σ«σΓΘΙ©–ηΥΪΖΫΨΏ±ΗΘ§≤ζ―ß―–œύΫαΚœΒΡΤΫΧ®“―Ψ≠¥νΫ®Τπά¥ΓΘ
≤ζ―ß―–ΫαΚœ–η“ΣΤσ“ΒΘ§―ß–ΘΚΆΩΤ―–ΒΞΈΜ»ΐΖΫΟφΆ®ΝΠ–≠ΉςΘ§‘Ύ…ζ≤ζ”Π”ΟΘ§―ßœΑΜΐάέΘ§ΩΤ―ß―–ΨΩΒ»≤ΜΆ§Νλ”ρΖΔΜ”Ή‘…μ”≈ ΤΘ§≤Δ”–ΜζΫαΚœΘ§ΜΐΦΪ¥ΌΫχ ”ϖΆΩΤ―–»Υ≤≈ΒΡ≈ύ―χΚΆ―–ΨΩ≥…Ιϊ≤ζ“ΒΜ·ΓΘΒΪ‘Ύ¥σΝΠΧα≥ΪΚΆΆΤΫχ≤ζ―ß―–œύΫαΚœΒΡΫώΧλΘ§―–ΨΩ≥…Ιϊ’φ’ΐ±Μ≤ζ“ΒΜ·ΒΡ≤Δ≤ΜΕύΘ§≥Θ≥Θ“ρΈΣ÷÷÷÷‘≠“ρΊ≤’έΓΘ
≥ωœ÷’β÷÷«ιΩωΘ§Έβ»ΈΕΪ»œΈΣ÷ς“Σ”–ΝΫΖΫΟφ‘≠“ρ:“Μ «ΩΤ―–»Υ‘±Φ±”ΎΫΪ≥…Ιϊ≤ζ“ΒΜ·Θ§‘ΎΦΦ θ≤Δ≤Μ≥… λΒΡ«ιΩωœ¬ΆΤœρ –≥ΓΘ§«“¥σΕύ–ϊ¥ΪΙΐΆΖΓΘΕΰ «Τσ“ΒΦ±”Ύ―Α’“–¬≤ζΤΖΘ§–¬œνΡΩΘ§Ε‘–¬ΦΦ θΆΕΉ ΒΡΖγœ’–‘»œ Ε≤ΜΉψΘ§“‘“Μ…ζ °ΒΡΟάΚΟ‘ΗΨΑ―œ÷Ί±≥άκΖΔ¥οΙζΦ“ °≥…“ΜΕΰΒΡœ÷ ΒΉΣΜ·«ιΩωΓΘ’β÷÷Φ±ΙΠΫϋάϊΒΡ–ΡΧ§ΒΦ÷¬ ßΑήΒΡΦΗ¬ ‘ω¥σΘ§Μρ’Ώ‘Ύ–Ράμ…œΗχ»Υ“‘≤ζ―ß―–“Ή ßΑήΒΡ”ΑœλΘ§Ήν÷’ΉηΑ≠≤ζ―ß―–ΫαΚœΒΡΝΦ–‘ΖΔ’ΙΓΘ
≥ΐΝΥΙζΦ“’ΰ≤Ώ≤ψΟφΒΡ±Θ’œΘ§Έβ»ΈΕΪ»œΈΣ≥… λΒΡ≤ζ―ß―–Μζ÷Τ”ΠΗΟ «≤ζ―ß―–”ΟœύΫαΚœΘ§Φ¥―–ΨΩ»Υ‘±‘≠¥¥ΖΔΟς“ΜΦΦ θ»Υ‘±ΫΪ‘≠¥¥ΖΔΟς÷≤»κ≤ζΤΖ“ΜΤσ“ΒΫΪ≤ζΤΖ±δ≥…Ω…¬τΒΡ…ΧΤΖ“ΜΉνΚσΆ®Ιΐ”ΟΜßΦλ―ιΓΘΉΣΜ·ΜΖΫΎ…œΕύΝΥ÷–ΦδΉ®≥Λ”ΎΦΦ θ«“ΟΜ”–‘Κ–Θ―–ΨΩ»Υ‘±ΗςΖΫΟφ―ΙΝΠΒΡ»ΥΘ§Φ»Ρή±Θ÷Λ‘Κ–Θ―–ΨΩ»Υ‘±Α≤–ΡΉω‘≠¥¥–‘ΖΔΟςΘ§≤Μ±ΜΡ®…±‘≠±ΨΑ°ΚΟΘ§”÷Ρή¥ΌΫχΩΤ―–≥…ΙϊΗϋΚΟΒΊΉΣ»κ ΒΦ …ζ≤ζΘ§≥…ΙΠΤπά¥ΜαΗϋ»ί“ΉΓΘΆ§ ±Θ§“≤Ω…“‘ΗυΨί –≥ΓΒΡΖ¥άΓ–≈œΔΦΑ ±Βς’ϊ―–ΨΩΖΫœρΘ§ΗΡΫχ≤ζΤΖΓΘ
…ζΈο÷Τ‘λΘ§œ÷¥ζ“Ϋ―ß―–ΨΩ–¬ΖΫœρ
≥ΐΝΥ‘Ύ÷Τ‘λΝλ”ρΦΧ–χ≥–ΒΘΙζΦ“÷Ί¥σœνΡΩΆβΘ§Έβ»ΈΕΪΜΙ…φΉψ…ζΈο÷Τ‘λΙΛ≥ΧΝλ”ρΒΡ―–ΨΩΙΛΉςΓΘ…ζΈο÷Τ‘λ «ΩλΥΌ≥…–Έ”κ…ζΈο≤ΡΝœΘ§…ζΈο“Ϋ―ßœύΜΞ»ΎΚœ–Έ≥…ΒΡ–¬–ΥΫΜ≤φ―ßΩΤΘ§”Ο÷Τ‘λΩΤ―ßΚΆ…ζΟϋΩΤ―ßΒΡ‘≠άμΚΆΖΫΖ®÷Τ‘λ»ΥΧεΉι÷·ΚΆΤςΙΌΘ§“‘–όΗ¥ΜρΧφ¥ζ»ΥΧεΒΡ≤ΓΥπΉι÷·ΚΆΤςΙΌΓΘ
…ζΈο÷Τ‘λ≤ΜΆ§”ΎΖ¬…ζ―ß―–ΨΩΘ§ΡΘΖ¬…ζΈοΒΡΦΦΡήΚΆΧΊ’ςΘ§Εχ «”ΟΙΛ≥Χ÷Τ‘λΒΡΖΫΖ®÷Τ‘λ…ζΟϋΧεΓΘ
»ΥΧεΉι÷·ΤςΙΌΒΡΥπ…ΥΘ§ΥΞΫΏΚΆΙΠΡή’œΑ≠ «”Αœλ»Υάύ…ζΜν…θ÷Ν…ζΟϋΑ≤»ΪΒΡ÷Ί“Σ“ρΥΊΓΘΥφΉ≈ΤςΙΌ“Τ÷≤ ÷ θΒΡΙψΖΚ”Π”ΟΘ§ΤςΙΌΙ©Χε≤ΜΉψΒΡΈ Χβ»’“φΆΙœ‘ΓΘΚήΕύ–η“ΣΤςΙΌ“Τ÷≤ΒΡ≤Γ»ΥΆυΆυΚήΡ―Β»ΒΫΚœ ΒΡΤςΙΌΙ©ΧεΘ§‘Ύ’β÷÷«ιΩωœ¬Θ§“‘…ζΈο÷Τ‘λΦΦ θ÷Τ‘λ≥ωΩ…Χφ¥ζΒΡ»ΥΧεΤςΙΌΨΆ≥…ΈΣ≤Γ»ΥΗϋ’φ«–ΒΡœΘΆϊΘ§“≤≥…ΈΣœ÷¥ζ“Ϋ―ß”––ß―”≥Λ…ζΟϋΒΡ÷Ί“Σ ÷ΕΈΓΘΈβ»ΈΕΪΫι…ήΘ§ΡΩ«Α“―Ψ≠―–÷Τ≥…ΙΠΒΡ»ΥΙΛΙ«ςάΨΆΩ…“‘ΧφΜΜ≤ΓΜΦΒΡΜΒΥάΙ«ΆΖΘ§ΓΑ”Ο”κ»ΥΧεœύ»ΎΒΡτ«ΜυΝΉΜ“ ·Β»≤ΡΝœ≈ύ―χΫΚ‘≠ΚΆ…ζΟϋΧε―χΖ÷Θ§Ήω≥…Ι«ςά÷ßΦή÷≤»κ»ΥΧεΓ±Θ§»ΎΚœΚσΒΡΙ«ςάΩ…“‘ Βœ÷»ΥΧε‘≠Ι«ςάΒΡ“Μ«–ΙΠΡήΓΘ…ζΈο÷Τ‘λΦΦ θΡήΙΜ”––ß–όΗ¥»ΥΧεΤςΙΌΘ§≤Δ‘ΎΚή¥σ≥ΧΕ»…œά©’Ι»ΥΒΡ‘Ό…ζΡήΝΠΘ§‘Ύ“Ϋ―ßΝλ”ρ”–Ή≈ΙψΖΚΒΡ”Π”ΟΓΘ
ΓΑΜυ”ΎΈΔΦβ–ß”ΠΒΡ…ζΟϋΧεΈΔΫαΙΙ≥…–ΈΦΦ θ―–ΨΩΓ± «“ΜœνΙζΦ“ΓΑ863Γ±ΦΤΜ°Θ§÷ς“Σ―–ΨΩΖ¬…ζ―ΣΙήΚΆ―ΣΙήΆχΒΡ≥…–ΈΘ§ΦΑ”…―ΣΙήΆχΙΙΫ®Ζ¬…ζ»ΥΧεΤςΙΌΒΡΖΫΖ®ΓΘΈβ»ΈΕΪ «’βΗωœνΡΩΒΡΗΚ‘π»ΥΓΘΓΑ»ΥΙΛ―ΣΙήΒΡ―–÷Τ±»Ι«ςά”–Ηϋ¥σΒΡΡ―Ε»Θ§ΡΩ«Α‘ΎΕ·Έο Β―ι…œΘ§±»Ϋœ¥σ÷±ΨΕΒΡΕ·¬ω―ΣΙή“―Ψ≠Μυ±Ψ Βœ÷Γ±ΓΘΥφΉ≈ΩΤΦΦΒΡ≤ΜΕœΫχ≤ΫΘ§…ζΈο“Ϋ”Ο≤ΡΝœ―ΗΥΌΖΔ’Ι≤ΔΙψΖΚ”Π”Ο”ΎΝΌ¥≤Θ§…ζΈο÷Τ‘λ“≤”–ΝΥΗϋΙψάΪΒΡΖΔ’ΙΩ’ΦδΓΘΓΑΒ»―ΣΙήΉω≥ωά¥Θ§Έ“Ο«ΨΆΩ…“‘Α――ΣΙήΙΙΫ®≥…―ΣΙήΆχΘ§‘Ό‘Ύ―ΣΙήΆχΒΡΜυ¥Γ…œ―–÷ΤΤςΙΌΓ±ΓΘΈβ»ΈΕΪ‘Ύ’ΙΆϊ’βœν«Α―ΊΩΤΦΦ ±¬ζ «ψΩψΫΘ§÷’”–“ΜΧλΘ§ΜΦ’Ώ≤Μ‘Ό–η“ΣΩύΒ»“Τ÷≤‘¥Θ§÷Μ”ΟΧεœΗΑϊ±ψΩ…≈ύ÷≤≥ωΥϊ–η“ΣΒΡΤςΙΌΓΘΒΪΥϊ“≤«ΩΒς’βΗωœνΡΩΓΑΜΙΚή“Θ‘ΕΘ§ΤςΙΌΡήΉω≥ωά¥¥σΗ≈ΜΙ–η“ΣΕΰ»ΐ °ΡξΒΡ ±ΦδΓ±ΓΘ
ΨΓΙή“Θ‘ΕΘ§ΒΪ≥δ¬ζœΘΆϊ÷Τ‘λΩΤ―ß”κ…ζΟϋΩΤ―ßœύΫαΚœΘ§ «21 άΦΆ÷Τ‘λΩΤ―ßΖΔ’ΙΒΡ÷Ί“Σ«ς ΤΓΘ–¬“Ϋ“©ΚΆΗΏΕΥΉΑ±Η÷Τ‘λΉςΈΣΈ“Ιζ–¬ ±ΤΎ’Ϋ¬‘–‘–¬–Υ≤ζ“ΒΘ§Ε‘”ΎΆΤΫχ≤ζ“ΒΫαΙΙ…ΐΦΕΚΆΨ≠ΦΟΖΔ’ΙΖΫ ΫΉΣ±δΘ§Χα…ΐΈ“ΙζΉ‘÷ςΖΔ’ΙΡήΝΠΚΆΙζΦ ΨΚ’υΝΠΘ§¥ΌΫχΨ≠ΦΟ…γΜαΩ…≥÷–χΖΔ’ΙΒΡ÷Ί“Σ“β“ε“―Ψ≠ΒΟΒΫΗςΖΫΗΏΕ»ΙΊΉΔΓΘ‘ΎΙζΦ“œύΙΊ’ΰ≤ΏΒΡ÷ß≥÷œ¬Θ§±ΊΫΪ”≠ά¥ΙψάΪΒΡΟςΧλΓΘ
Ψ≥”…–ΡΉΣΘ§…œ…Τ»τΥ°»ΈΖΫ‘≤
ΡήΙΜΝΦΚΟ ”Π≤ΜΆ§ΜΖΨ≥ΒΡΡΞμ¬Θ§ΗΏ«ΩΕ»―ΙΝΠœ¬»‘Ρή±Θ≥÷–ΡΧ§ΤΫΚΆΘ§ «Έβ»ΈΕΪ‘Ύ¥σ―ßάοΨΆ―ßΜαΒΡ“ΜœνΓΑΦΦΡήΓ±ΓΘ
Έβ»ΈΕΪΉ‘–Γ―ßœΑΜ≠Μ≠Θ§±Ψ¥ρΥψΆΕΩΦΫ®÷ΰœΒ≤Δ“‘¥ΥΈΣ÷’…μ ¬“ΒΘ§≤Μ«…ΗΏΩΦΡ«Ρξ«εΜΣΫ®÷ΰœΒ‘ΎΗ Υύ ΓΟΜ”–’–…ζΦΤΜ°Θ§Μζ‘Β«…ΚœΒΫΝΥΜζ–ΒΙΛ≥ΧœΒΓΘΥδ»ΜΩΦ…œ«εΜΣΘ§ΒΪΈβ»ΈΕΪΥΒΉ‘ΦΚ¥”ά¥≤ΜΥψ”≈–ψΒΡ―ß…ζΘ§≤Μ «Ή¥‘ΣΘ§‘Ύ¥σ―ßάο≈≈Οϊ“≤“ΜΑψΓΘΨ≥”ωΒΡΉΣ±δ≤ΜΟβ‘λ≥…–Ράμ…œΒΡ¬δ≤νΘ§Έβ»ΈΕΪΒΡΉ‘–≈–ΡΚή ή¥ρΜςΘ§Ή≈ ΒΒΆ¬δΝΥ“Μ’σΉ”ΓΘ–“ΕχΥϊΉψΙΜΦα»ΆΘ§Ε°ΒΟΒς’ϊ–ΡΧ§Θ§ΉΣΆδΥΦΩΦΓΘΨ≠άζ÷÷÷÷Βχε¥÷°ΚσΘ§Υϊ¬ΐ¬ΐΧεΜαΒΫ:―ßœΑ≤Δ≤Μ «ΤάΦέ“Μ«–ΒΡ±ξΉΦΘ§ΩΦ ‘ΡΟΒΎ“Μ“≤ΟΜ”–ΕύΟ¥÷Ί“ΣΓΘ
»γ «œκΟςΑΉΘ§Έβ»ΈΕΪ±ψ“‘ΤΫΚΆΜΐΦΪΘ§Μμ¥οœρ…œΒΡ–ΡΧ§―ßœΑΉ®“Β÷Σ ΕΘ§ΉωΚΟΩΈΧβ―–ΨΩΘ§≤Δ≈ύ―χΝΥΙψΖΚΒΡ–Υ»ΛΑ°ΚΟΓΣΓΣΜ≠Μ≠Θ§ΈßΤεΘ§ΤΙ≈“«ρΓ≠Γ≠’β–©Γ±ΥδΈ¥Ψ≠Ή®“Β―ΒΝΖΘ§ΒΪ»‘ΨΏœύΒ±Υ°ΤΫΓ±ΒΡΑ°ΚΟ“≤ΗχΝΥΥϊΚήΕύΩΤ―–ΙΛΉς÷–ΒΡΑο÷ζΓΘ
ΉςΈΣάœ ΠΘ§Έβ»ΈΕΪ“Μ÷±“‘Γ±¥ΪΒά Ύ“ΒΫβΜσΓ±ΈΣΉ‘ΦΚΒΡΉΖ«σΡΩ±ξΥϊ‘ΎΕύΡξΒΡΫΧ―ßΚΆœνΡΩΙΛΉς÷–ΧεΜαΒΫΘ§¥σ―ßάοΒΡάœ Π“Σ¥Ϊ ΎΗχ―ß…ζΒΡ≤Μ «ΨΏΧεΒΡ÷Σ ΕΘ§ΗϋΕύΒΡ «ΈΣ»Υ¥Π άΒΡΖΫΖ®Θ§ΤΫΚΆΜΐΦΪΒΡ–ΡΧ§ΓΘ
‘Ύ»κ―ßΒΎ“ΜΩΈΒΡ ±ΚρΘ§Έβ»ΈΕΪΜαΗζ―ß…ζ“Σ“ΜΗω¥πΑΗ:ΥΡΡξ÷°ΡΎΘ§‘Ύ≥…Φ®ΕΦΦΑΗώΒΡ«ΑΧαœ¬Θ§ΗφΥΏΈ“ΡψΉ‘ΦΚ ΚœΉω ≤Ο¥ΓΘΈβ»ΈΕΪΗφΥΏ―ß…ζΘ§»Υ”ΠΗΟΨΓ‘γ÷ΣΒάΉ‘ΦΚ ΚœΉω ≤Ο¥Θ§»ΖΝΔΖΫœρΚΆΡΩ±ξΘ§≤ΜΕœ―ßœΑΘ§ΟΰΥςΘ§Φα≥÷≤Μ–ΗΒΊΉΏœ¬»ΞΓΘ
«εΜΣ¥σ―ßΉςΈΣΗΏ≤Ρ…ζΒΡΨέΦ·ΒΊΘ§¥”ά¥≤Μ»±…Ό”≈–ψΒΡ―ß…ζΘ§ΨΚ’υ”»ΤδΦΛΝ“Θ§ΕχΗΏΤΫΧ®…œΒΡ»ΥΆυΆυ±≥ΗΚΗϋΗΏΒΡΤΎ–μΘ§≥– ήΗϋ¥σΒΡ―ΙΝΠΈβ»ΈΕΪ“≤≈§ΝΠΫΪΉ‘ΦΚΒΡΤΫ≥Θ–ΡΧ§¥Ϊ δΗχ―ß…ζΘ§ΫΧΒΦ―ß…ζ“‘“ΜΩ≈ΤΫ≥Θ–ΡΟφΕ‘»Υ…ζΘ§―ßΜα…ζΜνΓΑ«ν‘ρΕά…ΤΤδ…μΘ§¥ο‘ρΦφΦΟΧλΉςΈΣ“ΜΗω»ΥΘ§Ε‘’βΝΫ÷÷«ι–ΈΕΦ“Σ”–ΉΦ±ΗΓΘ÷Μ”–ΨΏ±ΗΤΫ≥Θ–ΡΘ§≤≈ΜαΈΣΉ‘ΦΚΟΩ“ΜΗωœΗΫΎΒΡ≥…ΙΠΗΏ–ΥΘ§»Υ…ζ≤≈ΜαΩλά÷Γ±ΓΘ
ΓΑΙΛΉς“‘ΚσΘ§‘ΎΡψΙΛΉςΒΡΆΖΦΗΡξΘ§»γΙϊ¥σΦ“ΕΦ»œΈΣΡψ≥‘ΩςΝΥΘ§Ρ«ΡψΨΆ «Μλ≥…ΙΠΝΥΓ±ΓΘΈβ»ΈΕΪΕύΡξ«Α’βΨδ÷χΟϊΒΡΓ±≥‘Ως¬έΓ±ΒΫœ÷‘Ύ»‘±Μ―ß…ζΖνΈΣΉυ”“ΟζΓΘ“ρΈΣΓΑ»Υ”–±Ψ ¬Θ§±π»Υ≤≈Μα’ΦΥϊ±ψ“ΥΘ§‘ΎΒΞΈΜ≥‘ΩςΘ§ΥΒΟςΡψ”–±Ψ ¬ΓΘΒ±Ρψ≥‘ΩςΒΫ“ΜΕ®≥ΧΕ»Θ§’βΗωΩςΉήΜαΜΊ±®ΒΡΓ±ΓΘ’β «Έβ»ΈΕΪ≈ύ―χ―ß…ζ«ι…ΧΒΡ“ΜΗω ΒάΐΘ§œ»―ßΜαΉω»ΥΘ§»ΜΚσ≤≈ «Ήω ¬ΓΘ
’βΤΫ≥Θ–ΡΥΤΚθ≥…ΝΥ÷Τ ΛΖ®±ΠΘ§Υϋ≤ΜΫωΑο÷ζΈβ»ΈΕΪΙΞΩΥ“ΜΗω”÷“ΜΗωΩΤ―–Ρ―ΙΊΘ§“≤÷ζΥϊΚήΚΟΒΊΑ≤≈≈Φ“ΆΞ…ζΜνΓΘ“ρΈΣ‘ΎΈ“Ο«Ω¥ά¥Θ§ΟΠ¬ΒΒΡΩΤ―–ΙΛΉςΥΤΚθ≤ΔΟΜ”–ΧΪΕύ”ΑœλΥϊΒΡ»’≥Θ…ζΜνΓΘ
ΉςΈΣ“ΜΗωΓΑ70ΚσΓ±Θ§“ΜΗω÷–ΦαΩΤ―–ΙΛΉς’ΏΘ§Έβ»ΈΕΪ“Μ÷±ΕΦΖ÷ΒΟ«α÷ΊΘ§άμΒΟœ»ΚσΓΘΥϊΕ°ΒΟΉΞΉΓΉν”ΠΗΟΙΊ–ΡΒΡ ¬Θ§±»»γΚΔΉ”ΒΡ≥…≥ΛΫΧ”ΐΘ§Υϊ»œΆ§ΓΑ»ΐΥξΩ¥–ΓΘ§ΤΏΥξΩ¥άœΓ±’βΨδΙ≈ΜΑΘ§Μα‘Ύ’βΗω ±ΤΎΑ―…ζΜν÷Ί–ΡΉΣ“ΤΒΫΦ“ΆΞΘΜ±»»γΩΈΧβœνΡΩΘ§ΥϊΜα»ΐΥΡΡξ÷ΜΉω“ΜΗω÷Ί¥σœνΡΩΘ§Ή®–Ρ÷¬÷ΨΜΐΦΪΆΤΫχΓΘΥϊΙϊΕœΖ≈Βτ≤ΜΧΪ÷Ί“ΣΒΡ ¬«ιΘ§±»»γάμ¬έΈΡ’¬Θ§ΥϊΥΒΉ‘ΦΚ «ΉωΙΛ≥ΧΒΡΘ§“Σ“‘ΙΛ≥ΧΈΣ÷ςΘ§ΈΡ’¬ ΐΝΩ¬ζΉψΜυ±Ψ“Σ«σΨΆΚΟΘΜ±»»γ…Ό¥χ―ß…ζΘ§ΥϊΉΖ«σ―ß…ζ÷ ΝΩΕχΖ« ΐΝΩΘ§Μα±Θ÷ΛΓ±¥χΒΫΒΡΕΦΙήΒΫΓ±ΓΘ
’β―υάμΥ≥œ¬ά¥Θ§Υδ»ΜΗζΤΫ≥Θ»Υ±» ±ΦδΜΙ «…ΌΘ§ΒΪΈβ»ΈΕΪ“―Ψ≠Κή¬ζΉψΓΘΓΑ‘Ύ’βΗω…γΜα…œΘ§»ΥΒΡ”ϊΆϊΕΦ±»ΫœΕύΘ§÷ς“ΣΜΙ «Ή‘ΦΚ―ßΜαΑ―Έ’ΚΟ–ΡΧ§Θ§œκ“Σ ≤Ο¥Θ§≤Μ“Σ ≤Ο¥Θ§≈ΣΟςΑΉΝΥΨΆΥ≥ΝΥΓΘΓ±
≤…ΖΟ«Α“ΜΧλ Ζξ÷–Ιζ¥ΪΆ≥ΫΎ»’ΤΏœΠΘ§Έβ»ΈΕΪΧΊ“βΗœΜΊά¥≈ψΤόΉ”ΙΐΫΎΘ§ΓΑΙδΝΥ“ΜΆμ…œΘ§ΗχΥΐΚΆΕυΉ”¬ράώΈοΓ±ΓΘ’βΗωΥΒΜΑΦΗΚθΟΜ”–“τΒςΤπΖϋ»¥ΨδΨδ¥οΙέœρ…œΒΡΡ–»ΥΘ§œ‘»ΜΟςΑΉΉ‘ΦΚœκ“Σ ≤Ο¥Θ§Έό¬έ «ΩΤ―–ΙΛΉς…œ“÷Μρ «»’≥Θ…ζΜν÷–ΓΘ
ά¥‘¥ΘΚ ΩΤΦΦ¥¥–¬”κΤΖ≈Τ
ΟΫΧε±®ΒάΕΰΘΚ
Έβ»ΈΕΪΘΚ¥¥–¬≥…ΨΆ ΕΆ―Ι»Υ…ζ


Έβ»ΈΕΪΘ®ΉσΘ©ΈΣ«εΜΣ¥σ―ß–Θ≥ΛΙΥ±ϋΝ÷Ϋ≤Ϋβ360ΦΖ―ΙΜζ«ιΩωΓΘ
ΓΕΒάΒ¬Ψ≠ΓΖ”–‘ΤΘΚΓΑ…ΤΈΣ Ω’ΏΘ§≤ΜΈδΘΜ…Τ’Ϋ’ΏΘ§≤Μ≈≠ΘΜ…Τ ΛΒ–’ΏΘ§≤Μ”κΘΜ…Τ”Ο»Υ’ΏΘ§ΈΣ÷°œ¬ΓΘ «ΈΫ≤Μ’υ÷°Β¬Θ§ «ΈΫ”Ο»Υ÷°ΝΠΘ§ «ΈΫ≈δΧλΙ≈÷°ΦΪΓΘΓ±«εΜΣ¥σ―ßΫΧ ΎΈβ»ΈΕΪΩΑ≥Τ¥Υ’ΏΓΘ»ε―≈ΓΔΙß«Ϊ «ΥϊΗχ»ΥΒΡΒΎ“Μ”ΓœσΓΘΉςΈΣΕΆ―ΙΝλ”ρΒΡΉ®Φ“Θ§Έβ»ΈΕΪ¬‘¥χ–©ΈΡ»ΥΒΡΤχ÷ ΓΣΓΣάδΨ≤ΓΔ¥οΙέΘ§ΥϊΥΤΚθ”–“ΜΥΪΕ¥≤λ“Μ«–ΒΡ―έΨΠΓΘΥϊ‘ΎΕΆ―ΙΝλ”ρΗϊ‘≈ΒΡ ±ΦδΥδ≤ΜΥψ≥ΛΘ§ΒΪ»¥“―ΩΣΆΊ≥ω τ”ΎΉ‘ΦΚΒΡ“ΜΖΫΧλΒΊΓΘ
»Υ…ζΉΣ’έ Ϋα‘ΒΕΆ―Ι
Ε‘Έβ»ΈΕΪΒΡ≤…ΖΟ «¥”»Υ…ζ÷–ΒΡ–“”κ≤Μ–“ΩΣ ΦΒΡΓΘ1989ΡξΘ§Έβ»ΈΕΪΉΏ≥ωΗ ΥύάœΦ“Θ§ΩΦ»κ«εΜΣ¥σ―ßΜζ–ΒΙΛ≥ΧœΒΓΘ»ΜΕχΘ§―Γ‘ώ’βΗωΉ®“Β≤ΔΖ«ΥϊΒΡ±Ψ“βΓΘ¥”–ΓΨΆΩαΑ°ΜφΜ≠ΒΡΈβ»ΈΕΪ“Μ÷±œρΆυΫΪά¥¥” ¬ΒΡΉ®“Β «Ϋ®÷ΰ…ηΦΤΘ§ΒΪ ¬”κ‘ΗΈΞΘ§”…”ΎΒ±Ρξ’–…ζΦθ‘±Β»“ρΥΊ”ΑœλΘ§ΥϊΉν÷’±ΜΒςΦΝΒΫΉ‘ΦΚ≤Δ≤ΜΝΥΫβΒΡΜζ–ΒΙΛ≥ΧœΒΓΘ
¥σ―ß«ΑΝΫΡξΘ§Έβ»ΈΕΪ“άΨ…Χα≤ΜΤπΕ‘Ή®“ΒΒΡ–Υ»ΛΘ§ΥϊΨ≠≥ΘΟΠΉ≈ΜφΜ≠ΓΘΓΑΡ« ±ΚρΘ§Ή®“Β≤Μœώœ÷‘Ύ’βΟ¥ΝιΜνΘ§ΉΣœΒ «≤Μ±Μ‘ –μΒΡΓΘΓ±Ε‘”ΎΡ«ΕΈ…ζΜνΘ§Έβ»ΈΕΪ’β―υΥΒΓΘΉΣ’έ≥ωœ÷‘Ύ¥σ―ß»ΐΡξΦΕΓΘΩ¥Ή≈Ά§―ßΟ«ΕΦ‘Ύ≈§ΝΠ―ßœΑΘ§Έβ»ΈΕΪ“≤ΩΣ Φ»œ’φΥΦΩΦΉ‘ΦΚΒΡ»Υ…ζΓΘΦ»»ΜΉΣœΒΒΡ¬Ζ“―––≤ΜΆ®Θ§Υϊ–η“ΣΉωΒΡΨΆ÷ΜΡή «‘Ύ’β“ΜΝλ”ρ―Γ‘ώ“ΜΗωΉ‘ΦΚœ≤ΜΕ≤ΔΡήΖΔΜ”ΧΊ≥ΛΒΡΖΫœρΓΘ”Ύ «Θ§‘Ύ¥σ―ßΥΡΡξΦΕΟφΝΌ―Γ‘ώ ±Θ§ΕΆ―Ι≥…ΈΣΝΥΈβ»ΈΕΪΒΡΒΎ“Μ―Γ‘ώΓΘ
1994ΡξΘ§Έβ»ΈΕΪ¥”«εΜΣ¥σ―ß±œ“ΒΘ§ΥφΚσΉΏΫχΝΥ±±Ψ©ΩΤΦΦ¥σ―ßΒΡ–Θ‘ΑΘ§ Π¥”Έ“ΙζΕΆ―ΙΉ®Φ“Κζ’ΐεΨ‘Κ ΩΓΘ¥”άœ ΠΒΡ…μ…œΘ§Ρξ«αΒΡΈβ»ΈΕΪ―ßΒΫΝΥΝΫ―υΕΪΈςΘΚ“Μ «Ήω ¬«ι“Σ≥÷÷°“‘ΚψΘΜΕΰ «―ßœΑ≤ΜΡή÷Μ―ßάμ¬έΘ§άμ¬έ”κ ΒΦυ±Ί–κΫαΚœΓΘΒ± ±Θ§Κζ’ΐεΨ¥” ¬Ή‘ΦΚΒΡΉ®“Β“―”–Ϋϋ50Ρξ ±ΦδΘ§ΥϊΒΡΑλΙΪ “‘ΎΕΰ¬ΞΘ§Εχ“Μ¬ΞΨΆ «“ΜΗωΙΛ≥ßΓΘ‘ΎΡ«άοΘ§Έβ»ΈΕΪΒΟΒΫΝΥ±»ΤδΥϊΆ§―ßΗϋΕύΒΡ ΒΦ ≤ΌΉςΕΆΝΕΘ§’β–© ΒΦυΨ≠―ι»ΟΥϊ ή“φ÷’…ζΓΘ
¥”±±Ψ©ΩΤΦΦ¥σ―ß±œ“ΒΚσΘ§Έβ»ΈΕΪ”÷ΜΊΒΫΝΥ«εΜΣ¥σ―ßΙΞΕΝ≤© Ω―ßΈΜΓΘ¥Υ ±Θ§Υϊ”ωΒΫΝΥΒΎΕΰΈΜΕ‘Υϊ”Αœλ…ν‘ΕΒΡΕς ΠΓΣΓΣ―’”άΡξΓΘ―’”άΡξΗχΈβ»ΈΕΪΉν…νΒΡ”Γœσ «Η“”Ύ¥¥–¬ΓΘœ÷Ρξ73ΥξΒΡ―’”άΡξ“ά»Μœ≤ΜΕΫ” ή–¬ΒΡΥΦœκΓΔΩΣ¥¥–¬ΒΡ―–ΨΩΓΘΓΑ’β «“Μ÷÷ΈόΈΖΒΡΨΪ…ώΓΘΓ±Έβ»ΈΕΪΥΒΘ§ΓΑœ÷‘ΎΚήΕύΝλ”ρΒΡΙΛΉςΘ§“Σœκ»ΓΒΟΆΜΤΤΨΆ“Σ”–ΈόΈΖΒΡΨΪ…ώΓΘΒΪœ÷‘ΎΕύ ΐ»ΥΕΦΜα”–Βψ≈¬Θ§“ρΈΣΆΜΤΤΆυΆυ“βΈΕΉ≈ ßΑήΘ§≥…ΙΠΒΡ»ΥΤδ Β≤Δ≤ΜΕύΓΘΕχ¥”―’άœ Π…μ…œΘ§Έ“―ßΒΫΝΥ¥¥–¬ΚΆΈόΈΖΒΡΨΪ…ώΓΘΓ±
’ΐ“ρΈΣ»Υ…ζΒά¬Ζ…œ’ΐ»ΖΒΡ―Γ‘ώΚΆ Π¥”Οϊ ΠΘ§≤≈”–ΝΥΈβ»ΈΕΪΚσά¥”κΕΆ―ΙΫα‘ΒΒΡΨΪ≤ »Υ…ζΓΘ
°Ρξ≥…≥Λ ”¬Χτ¥σΝΚ
¥”1994ΡξΕΝ―–ΨΩ…ζΩΣ ΦΘ§Έβ»ΈΕΪΩΣ ΦΫ”¥Ξ ΒΦ ΙΛ≥ΧΓΘΟΩ“ΜΗωΙΛ≥ΧΈό¬έ≤Έ”κΕύ…ΌΘ§Ε‘Υϊά¥ΥΒΕΦ «“Μ¥Έ≥…≥ΛΓΘΥΕ ΩΩΈΧβ «Έβ»ΈΕΪΒΡΒΎ“ΜΗωΩΈΧβΘ§’β «“ΜΗω±»Ϋœ≥§«ΑΒΡΩΈΧβΘ§―–ΨΩΜπ≥Β≥Β÷αΒΡ–®Κα‘ΰ…η±ΗΚΆΙΛ“’Θ§¥”1994Ρξ―–ΨΩΩΣ ΦΘ§÷ΝΫώΜΙΈ¥ Βœ÷ΓΘΒΪ’βΗωΩΈΧβ «ΒΎ“ΜΗω”…Έβ»ΈΕΪΉ‘÷ςΆξ≥…ΒΡΩΈΧβΘ§ΟΩ“ΜΗωΜΖΫΎΕΦ”…Υϊ«ΉΉ‘≤ΌΉςΘ§“ΜΒψ“ΜΒΈΒΊΉωΤπΓΘΈβ»ΈΕΪΥΒΘ§’βΗωΩΈΧβΕ‘Υϊ”ΑœλΦΪ¥σΘ§ ΙΥϊ―χ≥…ΝΥάμ¬έΫαΚœ ΒΦ ΒΡ―–ΨΩœΑΙΏΓΘ
Έβ»ΈΕΪΒΎ“Μ¥Έ»ΓΒΟ≥…Ιϊ «Υϊ≤Έ”κΒΡΒΎΕΰΗωœνΡΩΘ§’β «ΥϊΒΡ≤© ΩΩΈΧβΓΣΓΣΕύΙΠΡήΩλΥΌ≥…–ΆœΒΆ≥ΓΘΈβ»ΈΕΪ÷ς“Σ≤Έ”κΒΡ «ΈΔΜζ≈γ…δ≥…–ΆΦΦ θΓΘ‘ΎΥϊΫ” ÷―–ΨΩ÷°«Α“―Ψ≠”–ΈεΝυΗω―ß…ζΫχ––Ιΐ―–ΨΩΘ§ΒΪΕΦΈ¥»ΓΒΟ Β÷ –‘Ϋχ’ΙΓΘ‘Ύ¥Υ÷°«ΑΘ§ άΫγ…œ÷Μ”–ΟάΙζ“ΜΦ“ΙΪΥΨ…ζ≤ζΗΟ…η±ΗΓΘΈβ»ΈΕΪ‘Ύ―–ΨΩ÷–Χα≥ωΝΥ“Μ÷÷»Ϊ–¬ΒΡΖΫΖ®Θ§≤Δ―–÷Τ≥ω“Μ÷÷–¬ΒΡ…η±ΗΘ§»ΟΩΈΧβ―–ΨΩΆΤΫχΝΥ“Μ¥σ≤ΫΓΘΗΟœνΡΩ‘Ύ2002ΡξΜώΒΟΙζΦ“ΩΤΦΦΫχ≤ΫΫ±ΕΰΒ»Ϋ±Θ§«εΜΣ¥σ―ß≥…ΝΔΝΥΉ®Ο≈…ζ≤ζ’β÷÷…η±ΗΒΡΙΪΥΨΘ§÷ΝΫώ»‘‘Ύœζ έΓΘ
Β±Έβ»ΈΕΪ’φ’ΐ”≠ά¥ΕάΧτ¥σΝΚΒΡ÷Ί¥σœνΡΩ ±Θ§Υϊ“―Ψ≠ ««εΜΣ¥σ―ßΒΡ“ΜΈΜάœ ΠΝΥΓΘ2004ΡξΘ§Έβ»ΈΕΪΚΆΆ≈Ε”Χα≥ω“Σ÷Τ‘λ“ΜΧ®3.6ΆρΕ÷ΚΎ…ΪΫπ τΦΖ―ΙΜζΘ®Φρ≥ΤΓΑ360ΦΖ―ΙΜζΓ±Θ©Θ§Β± ±“ΒΫγ≤Δ≤ΜΩ¥ΚΟ’βΗωœνΡΩΓΘ‘Ύ¥Υ÷°«ΑΘ§ΙζΦ …œΉν¥σΕ÷ΈΜΒΡΦΖ―ΙΜζ“≤≤ΜΙΐ3ΆρΕ÷Θ§Β± ±ΙζΡΎΫω”–ΒΡ“ΜΧ®3000Ε÷ΦΖ―ΙΜζΜΙ «¥”ΙζΆβΙΚ¬ρΒΡΘ§ΙζΡΎΈςΑ≤÷Ί–ΆΜζ–Β―–ΨΩΥυ…ηΦΤ÷Τ‘λΝΥ1ΆρΕ÷”–…ΪΫπ τΦΖ―ΙΜζΘ§ΜώΒΟΝΥΙζΦ“ΩΤΦΦΫχ≤ΫΫ±“ΜΒ»Ϋ±ΓΘ÷Τ‘λ“ΜΧ®3.6ΆρΕ÷ΒΡΦΖ―ΙΜζΡ―Ε»Ω…Φϊ“ΜΑΏΓΘ
¥”2004ΡξΒΫ2006ΡξΘ§άζΨ≠ΫϋΝΫΡξ ±ΦδΒΡ≈§ΝΠΘ§Έβ»ΈΕΪ≤≈Α―360ΦΖ―ΙΜζ¥”“ΜΗωΧαΑΗ±δΈΣ“ΜΗωΩ…“‘≤ΌΉςΒΡœνΡΩΓΘ»ΜΕχΒ±œνΡΩ÷’”ΎΩΣ Φ≤ΌΉςΚσΘ§’φ’ΐΒΡ―ΙΝΠ≤≈Η’Η’ΩΣ ΦΓΘΓΑ»γΙϊ“Σ‘ΎΕΆ―ΙΝλ”ρΗχ…η±ΗΖ÷Ηω»ΐΝυΨ≈Β»ΒΡΜΑΘ§ΦΖ―ΙΜζΈό“… «ΉνΡ―ΒΡ“Μ÷÷ΓΘΓ±Έβ»ΈΕΪ»γ «ΥΒΓΘ
¥”ΩΣ Φ―–ΨΩœνΡΩΘ§Έβ»ΈΕΪΨΆΟφΝΌΉ≈ΕύΖΫάßΡ―ΓΘΫωΤΨΒΎ“ΜΗωάßΡ―Θ§≥Θ»ΥΦΗΚθΨΆΜαΕœΕ®’βΗωœνΡΩΉΔΕ®Μα ßΑήΓΣΓΣΈβ»ΈΕΪΚΆΥϊΒΡΆ≈Ε”¥”ά¥ΟΜ”–…ηΦΤΙΐΦΖ―ΙΜζΓΘΓΑ’β «ΗωΉν¥σΒΡάßΡ―Θ§Έ“Ο«Τπ≥θΝ§ΦΖ―ΙΜζ≥Λ ≤Ο¥―υΕΦ≤Μ÷ΣΒάΓΘ“ΒΡΎΧΐΥΒ«εΜΣ“Σ‘λ“ΜΧ®’βΟ¥¥σΕ÷ΈΜΒΡΦΖ―ΙΜζΘ§ΕΦΥΒ≤ΜΩ…ΡήΓΘΓ±ΩΥΖΰ’βΗωάßΡ―ΟΜ”–ΫίΨΕΩ…ΉΏΘ§≤ΜΕœΒΊ―ßœΑΓΔΧΫΥς «Έ®“ΜΒΡΖΫΖ®ΓΘΥ―Φ·Ή ΝœΓΔ―ßœΑ―–ΨΩ≥…ΈΣΆ≈Ε”÷–ΟΩΗω»Υ±ΊΉωΒΡΙΠΩΈΓΘΕΧΕΧΦΗΗω‘¬ ±ΦδΘ§Έβ»ΈΕΪ±ψ¥”“ΜΗωΓΑΟ≈ΆβΚΚΓ±±δ≥…ΝΥ“ΜΈΜΉ®Φ“ΓΘΥϊΕ‘ΦΖ―ΙΜζ÷Σ ΕΒΡ’ΤΈ’“―Ψ≠ΒΟΒΫΝΥ¥σΦ“ΒΡ»œΩ…ΓΘΓΑ’βΜΙ“ΣΗ––Μ«εΜΣ¥σ―ßΒΡ―ßΖγΘ§≈ύ―χΝΥ»ΥΚή«ΩΒΡΉ‘÷ς―ßœΑΡήΝΠΓΘΓ±Έβ»ΈΕΪ«Ϊ–ιΒΊΥΒΓΘΉν¥σΒΡάßΡ―÷Μ”ΟΝΥΦΗΗω‘¬±ψΩΥΖΰΝΥΘ§Έβ»ΈΕΪΚΆΥϊΒΡΆ≈Ε”»ΓΒΟΒΡ’β–©Ϋχ≤ΫΒΟ“φ”Ύ…ν»κΒΡ―–ΨΩΚΆ―œΫςΒΡΧ§Ε»ΓΘ‘ζ ΒΒΡάμ¬έΙΠΒΉΘ§»ΟΈβ»ΈΕΪΚΆΥϊΒΡΆ≈Ε” ή“φΖΥ«≥Θ§÷ΝΫώΕΦΟΜ”–‘Ύ360ΦΖ―ΙΜζΒΡ―–÷ΤΙΐ≥Χ÷–≥ωœ÷÷Ί¥σ¥μΈσΓΘ
ΑιΥφΒΎ“ΜΗωάßΡ―≥ωœ÷ΒΡΨΆ «Ή Ϋπ”κ÷ß≥÷ΒΡΈ ΧβΓΘœνΡΩΆΕΉ ΖΫ±±ΖΫ÷ΊΙΛ‘≠ «“ΜΗωάœ±χΤς≥ßΘ§…œΗω άΦΆ90Ρξ¥ζ ±“―≥ωœ÷Ψ≠”ΣάßΡ―ΓΘΓΑΩ…“‘ΥΒΘ§»Ϊ≥ßΝΫΆρ÷ΑΙΛΓΔ °ΆρΦ“ τΕΦ÷ΗΆϊΉ≈’βΗωœνΡΩΘΓ“ΜΒ©œνΡΩ ßΑήΘ§’β–©»ΥΕΦΒΟ±≥Ή≈œνΡΩΜΙ’°Θ§“Μ¥ζ»ΥΕΦΖ≠≤ΜΙΐ…μά¥ΓΘΓ±ΈΣΝΥΗχΆΕΉ ΖΫΫΎ Γ≥…±ΨΘ§Έβ»ΈΕΪ‘Ύ±Θ÷Λ÷ ΝΩΒΡ«ΑΧαœ¬œκΨΓΗς÷÷ΫΎ‘ΦΖΫΖ®ΓΘΒ±≥θ‘ΎΒ¬Ιζ“ΜΦ“Τσ“ΒΒΡΧαΑΗ÷–Θ§Ιβ «ΜζΤςΒΡΉ‘…μ÷ΊΝΩΨΆ”–1ΆρΕ÷Θ§ΥϊΟ«ΗχΗΟ≥ßΧαΙ©ΒΡ±®Φέ «11“Ύ‘Σ»ΥΟώ±“ΓΘΕχΈβ»ΈΕΪΧα≥ωΒΡ≥θ ΦΖΫΑΗ÷–Θ§ΜζΤςΒΡ÷ΊΝΩ «4000Ε÷Θ§ ΒΦ ÷Τ‘λΚσ÷ΊΝΩΫωΈΣ3890Ε÷Θ§±»≥θ ΦΖΫΑΗΜΙ“ΣΫΎ Γ110Ε÷Θ§±®ΦέΫωΈΣ3“ΎΕύ‘Σ»ΥΟώ±“ΓΘ
ΟΩΕύ“Μ–©÷ΊΝΩΕΦ“βΈΕΉ≈“ΣΕύ≥ω“Μ–©«°Θ§Έβ»ΈΕΪ…ν÷Σ’β“ΜΒψΓΘΙζΡΎ…ζ≤ζΒΡ–μΕύΝψΦΰΕΦ‘Ύ300Ε÷“‘…œΘ§ΟΩΕ÷ΒΡ±®Φέ‘Ύ6Άρ‘Σ“‘…œΓΘ»γΙϊΜζΤς–η“Σ400Ε÷ΝψΦΰΘ§≥…±ΨΨΆΈΣ2400Άρ‘ΣΓΘΨ≠ΙΐΈβ»ΈΕΪΒΡ…ηΦΤΘ§360ΦΖ―ΙΜζ÷–Ήν¥σΒΞΦΰΝψΦΰ÷ΊΝΩΫωΈΣ100Ε÷Θ§ΝΫΦΰΕ‘ΚΗΚσΒΡ÷ΊΝΩ“≤÷Μ”–200Ε÷Θ§‘λΦέ‘ρ «2.5Άρ‘Σ/Ε÷ΓΘΆ§―υ « Ι”Ο400Ε÷ΝψΦΰΘ§Έβ»ΈΕΪ…ηΦΤΖΫΑΗΒΡ‘λΦέΩ…Φθ…Ό1600Άρ‘ΣΓΘΨΆΤΨΉ≈“ΜΒψ“ΜΒΈΒΡΜΐάέΘ§Έβ»ΈΕΪ‘Ύ±Θ÷ΛœνΡΩ÷ ΝΩΒΡ«ΑΧαœ¬Θ§ΈΣΆΕΉ ΖΫΫΎ‘ΦΝΥ≥…±ΨΓΘΕ‘¥ΥΘ§ΥϊΥΒΘΚΓΑΈ“Ο«ΉωœνΡΩΦ»“ΣΩΦ¬« ΒΦ …ζ≤ζΉ¥ΩωΘ§≤ΜΡήΑ¥’’Ή‘ΦΚΒΡœκΖ®Θ§œκ‘θΟ¥ΉωΨΆ‘θΟ¥ΉωΓΘœκΖ®ΚΆ ΒΦ «ΝΫΗωΗ≈ΡνΓΘΓ±
ΦΖ―ΙΜζ‘Ύ––“Βάο”–÷÷ΥΒΖ®ΘΚΡή≤ΜΡήΦΖ≥ωΕΪΈςΩΩ…η±ΗΘ§Ρή≤ΜΡήΉ§«°ΩΩΙΛΡΘΨΏΓΘ…ηΦΤΚœάμΒΡΙΛΡΘΨΏΩ…“‘ΦΪ¥σΒΊΫΎ‘Φ≥…±ΨΓΘΈβ»ΈΕΪΥΒΘ§‘Ύ÷Τ‘λ360ΦΖ―ΙΜζΒΡΙΐ≥Χ÷–Θ§ΥϊΒΡ¥¥–¬÷°“ΜΨΆ «…ηΦΤΝΥΨΏ”–Εά¥¥–‘ΒΡΦΖ―ΙΆ≤Θ§ΫΒΒΆΝΥ‘λΦέΘ§≤ΔΧαΗΏΝΥ Ι”Ο ΌΟϋΓΘΕχ’β“ΜΈ ΧβΒΡΫβΨωΜΙ“ΣΒΟ“φ”ΎΈβ»ΈΕΪ…Τ”Ύ–ι–ΡΧΐ»ΓΗςΖΫ“βΦϊΓΘΥϊΥΒΘΚΓΑΉςΈΣ’βΗωœνΡΩΒΡ÷ς…ηΦΤ ΠΘ§“ΣΧΐ»ΓΕύΖΫ“βΦϊ»Ζ Β≤Μ»ί“ΉΘ§“ρΈΣ≤ΜΙή“βΦϊ «Υ≠ΒΡΘ§ΉνΚσΒΡ‘π»ΈΕΦ“Σ”…Ρψά¥≥–ΒΘΓΘΒΪ «’βΗωœνΡΩΒΡ÷ς…ηΦΤ Π“ΣΡήΙΜΉωΒΫ»Ο±π»ΥΗζΡψΥΒΘ§Εχ≤ΜΡή≈¬ΗζΡψΥΒΘ§’β―υ≤≈ΡήΦ·ΥΦΙψ“φΓΘΓ±
œ÷‘ΎΘ§360ΦΖ―ΙΜζ“―Ϋ®≥…Θ§’βΧ®Άρ÷Ύ÷θΡΩΒΡΜζΤςΒΡœ÷ Β“β“εΨΩΨΙ « ≤Ο¥ΘΩΨίΈβ»ΈΕΪΫι…ήΘ§‘ΎΫ®360ΦΖ―ΙΜζ÷°«ΑΘ§Έ“ΙζΜπΒγ’ΨΒ»––“Β Ι”ΟΒΡΗΏΒ»ΦΕΗ÷ΙήΒΡ±®Φέ «ΟΩΕ÷25Άρ‘ΣΘ§360ΦΖ―ΙΜζΗ’ΩΣ Φ―–÷Τ ±Θ§ΟάΙζΨΆΫΪΦέΗώΫΒΒΫ12Άρ‘Σ/Ε÷Θ§œ÷‘Ύ“―Ψ≠ΫΒΒΫ7Άρ‘Σ/Ε÷ΓΘΈ“ΙζΟΩΡξΫχΩΎΗ÷Ιή15ΆρΕ÷“‘…œΘ§ΫΒΒΆΒΡΦέΗώΫΪΈΣΈ“ΙζΟΩΡξΫΎ Γ…œΑΌ“Ύ‘ΣΘ§’βΩ…“‘ΥΒ «360ΦΖ―ΙΜζΕ‘––“ΒΒΡΒΎ“ΜΗωΙ±œΉΓΘΓΑœ÷‘Ύ3.6ΆρΕ÷ΦΖ―ΙΜζœνΡΩΆΕΉ ‘Φ10“Ύ‘ΣΘ§ΒΪΟΩΡξΩ…“‘ΈΣΙζΦ“ΫΎ Γ“ΜΕΰΑΌ“ΎΓΘΥϋΖϊΚœΈ“ΙζΓ° °ΕΰΈεΓ·ΙφΜ°ΒΡ¥¥–¬“Σ«σΓΘ“‘«ΑάœΆβΕΦ≤Μœύ–≈÷–ΙζΡήΉω≥ω’β―υΒΡΜζΤςά¥Θ§œ÷‘ΎΈ“Ο«ΉωΒΫΝΥΘ§ΥΒΟςΈ“Ο«ΒΡ¥¥–¬“―Ψ≠¥οΒΫΝΥ“ΜΕ®ΒΡΗΏΕ»ΓΘ’βΨΆΈΣΤσ“ΒΚΆΩΤ―–ΙΛΉς’Ώ ςΝΔΝΥ–≈–ΡΘ§ΙζΤσΚΆΟώΤσΆ®Ιΐ’βΗωœνΡΩΕ‘¥¥–¬ΕΦ≤ΜΜα‘ΌΚΠ≈¬ΝΥΓΘΓ±Έβ»ΈΕΪΉ‘ΚάΒΊΥΒΓΘ
«ΎΖή¥¥Τ¥ ≤ΜΕœ¥¥–¬
¥¥–¬ «Έβ»ΈΕΪΩΤ―–…ζΜνΒΡ÷ςΧβΘ§‘ΎΥϊΩ¥ά¥Θ§¥¥–¬≤Μ «“ΜΗω»Υ≈§ΝΠΨΆΡήΉωΒΫΒΡΘ§Χλ ±ΒΊάϊ»ΥΚΆ»±“Μ≤ΜΩ…ΓΘΓΑ“ΜΗωœνΡΩΉν÷’ΡήΖώ…œ¬μΘ§ Ήœ»Ω¥‘ΥΉςΓΘΓ±Έβ»ΈΕΪΥΒΘ§360ΦΖ―ΙΜζœνΡΩ÷°Υυ“‘ΡήΙΜΥ≥άϊΫχ––Θ§ΜΙΒΟ“φ”Ύ2005ΡξΙζΦ“Χα≥ωΫ®…η¥¥–¬–ΆΙζΦ“ΒΡ’ΰ≤ΏΓΘΓΑΡ« ±Θ§Έ“ΙζΡή¥”ΙζΆβΫχΩΎΒΡΕΪΈςΕΦ“―Ψ≠ΫχΩΎΒΟ≤ν≤ΜΕύΝΥΘ§ Θœ¬ΒΡΙΊΦϋ…η±ΗΙζΆβΕΦ≤ΜΜαΗχΓΘΈ“Ο«±Ί–κ¥”ΡΘΖ¬ΉΣΒΫ¥¥–¬Θ§≤≈Ρή¥”÷Τ‘λ¥σΙζΉΣ±δ≥…÷Τ‘λ«ΩΙζΓΘΓ±”…”ΎΙζΦ“ΙΡάχΉ‘÷ς¥¥–¬Θ§2006ΡξΘ§360ΦΖ―ΙΜζœνΡΩΥ≥άϊ…œ¬μΓΘΈβ»ΈΕΪΥΒΘ§ΡήΙΜΗœ…œ’β―υ“ΜΗω ±¥ζΘ§Υϊ «–“‘ΥΒΡΓΘ
≥ΐ¥Υ÷°ΆβΘ§ΉιΫ®“ΜΗω«Ω¥σΒΡ÷«Ρ“Ά≈“≤Ά§―υ÷Ί“ΣΓΘ2003ΡξΘ§÷–ΙζΩΤ―ß‘ΚΚΆ÷–ΙζΙΛ≥Χ‘ΚΉι÷·ΝΥ“Μ¥Έ÷Ί¥σΒς―–Θ§Έβ»ΈΕΪ”––“≤ΈΦ”Θ§≤ΔΫη¥ΥΫα ΕΝΥ“Μ–©“ΒΡΎΨΪ”ΔΓΘΨΆ «‘ΎΡ«¥ΈΒς―–÷–Θ§ΥϊΝΥΫβΝΥ–μΕύ¥σ–ΆΦΖ―ΙΜζΒΡ«ιΩωΓΘΥϊΥΒΘΚΓΑ»γΙϊ≤Μ≤ΈΦ”’β¥ΈΒς―–Θ§Έ“Ω…ΡήΨΆ≤ΜΜαœΒΆ≥ΒΊ’ϊάμ’β–©«ιΩωΓΘ’ΐ «‘ΎΡ«¥ΈΒς―–÷°ΚσΘ§Έ“Ο«≤≈Χα≥ωΝΥ360ΦΖ―ΙΜζœνΡΩΓΘΓ±Εχ‘ΎœνΡΩ―–ΖΔΙΐ≥Χ÷–Θ§Έβ»ΈΕΪ“≤ΖΔΕ·…μ±ΏΒΡΝΦ Π“φ”―Θ§ΙΡάχ¥σΦ“Ϋχ―‘œΉ≤ΏΘ§Υϊ¥”÷–ΜώΒΟΝΥ–μΕύΝιΗ–”κΥΦ¬ΖΓΘΥϊ‘χΥΒΘ§άν άΟώ «Υϊ≥γΑίΒΡ≈Φœώ÷°“ΜΘ§Εχ‘≠“ρ’ΐ «“ρΈΣΤδ…μΈΣΒݢ軥“άΨ…ΡήΙΜΉωΒΫ–ι–Ρ≤…Ρ…œΆ≥ΦΒΡ“βΦϊΓΘΓΑ“ΜΗωΜ Βέ…–«“ΡήΙΜΉωΒΫ’β÷÷≥ΧΕ»Θ§Έ“Ο«ΗψΩΤ―ßΒΡ“≤”ΠΗΟ”–’β―υΒΡΨΪ…ώΘ§“ΣΧΐ»Γ±π»ΥΒΡ“βΦϊΓΘΓ±
»τΥΒΧλ ±ΒΊάϊ «¥¥–¬–η“ΣΒ»¥ΐΒΡΜζ”ωΘ§Ρ«Ο¥Θ§»Υ‘Ύ¥¥–¬÷–ΖΔΜ”ΒΡΉς”Ο±ψΩ…ΈΫ «Ήσ”“»ΪΨ÷ΖΔ’ΙΒΡΙΊΦϋΓΘΈβ»ΈΕΪ’ΐ «ΤΨΉ≈Η“¥≥ΓΔΗ“Τ¥ΒΡΨΔΆΖΘ§ΖήΝΠ≤Ϊ…±‘Ύ’βΤ§Έ¥÷ΣΒΡΜΡ‘≠…œΓΘΈΣΝΥΗχ360ΦΖ―ΙΜζ―Γ‘ώ“ΜΗωΚœάμΒΡΫαΙΙΘ§Υϊ‘χΚΆΉ‘ΦΚΒΡάœ Π―’”άΡξ≤ζ…ζΙΐΚή¥σΒΡΖ÷ΤγΓΘΥϊ”κΕς Π≤ΜΕœΒΊ’υ¬έΓΔΧΫΧ÷Θ§≥÷–χΝΥΦΗΗω‘¬Θ§Υϊ÷’”ΎΥΒΖΰάœ ΠΓΘ’βΤΎΦδΘ§ΥϊΒΡΡΎ–Ρ“≤”–Ο§ΕήΚΆ’θ‘ζΓΘΒΪ «Θ§ΩΤ―ßΒΡ άΫγάο≤ΜΖ÷Β»ΦΕΘ§ΧΫΧ÷”κ’υ¬έ’ΐ «Ϋ”Ϋϋ’φάμΒΡΆΨΨΕΓΘΕ‘¥ΥΘ§Έβ»ΈΕΪΦαΕ®ΒΊΥΒΒάΘΚΓΑ‘Ύ―ß θ…œ≤Μ“ΜΕ® ≤Ο¥ΕΦ“ΣΧΐάœ ΠΒΡΘ§Χ÷¬έ «±Ί“ΣΒΡΓΘ―’άœ Π“≤ΟΜ”–ΉωΙΐΦΖ―ΙΜζΘ§Υυ“‘¥σΦ“ΕΦ≤ΜΕ°Θ§–η“Σ“ΜΤπΧΫΧ÷ΓΘΓ±
Έβ»ΈΕΪΈΣΝΥ360ΦΖ―ΙΜζœνΡΩ‘χ‘ΎΑϋΆΖΒΡΙΛ≥ßάοΕάΉ‘Ε»ΙΐΝΥΫϋ3Ρξ ±ΦδΘ§Τδ÷–‘ΦΝΫΡξΒΡ ±ΦδΘ§ΙΛΒΊ…œ÷Μ”–Υϊ“ΜΈΜ«εΜΣΒΡΫΧ ΠΓΘ’βΕΈ ±ΦδΡΎΘ§ΥϊΟΩΗω‘¬ΜΊΦ““Μ¥ΈΘ§“Μ¥Έ÷ΜΡή¥ΐΝΫ»ΐΧλΓΘ Θœ¬ΒΡ ±Φδ±ψ «“ΜΆΖ‘ζΫχΙΛ≥ßΧαΙ©ΒΡΑλΙΪ “Θ§’ϊ»’Μ≠ΆΦΓΔΥΦΩΦΘ§Ν§ΤΫ ±œ≤Α°ΒΡΤΙ≈“«ρ“≤≤Μ‘χ‘Ό¥ρΙΐΓΘΕχΥϊ…μΚσΜΙ”–ά¥Ή‘Φ“ΆΞΓΔ―ß–ΘΓΔΆΕΉ ΖΫΒΡΕύ÷Ί―ΙΝΠΓΘΝΫΡξ÷–Θ§ΥϊΜΚΫβ―ΙΝΠΒΡΈ®“ΜΖΫ Ϋ±ψ «ΤΖΕΝΓΕΒάΒ¬Ψ≠ΓΖΓΘΩ…“‘ΥΒΘ§Ρ« ±ΒΡΈβ»ΈΕΪΟΜ”–ΆΥ¬ΖΘ§ΕχΥϊΉωΒΡ «Θ§‘Ύ―Γ‘ώΚσΦαΕ®ΒΊΉΏœ¬»ΞΓΘ
Έό ΐΒΡΚΎ“Ι”κΑΉ÷γΤ¥Ϋ”ΤπΖήΕΖΒΡΥΓΘ»γΫώΘ§360ΦΖ―ΙΜζœνΡΩ“―ΆΕ»κ’ΐ≥Θ…ζ≤ζΘ§‘¬≤ζΗΏΤΖ÷ Η÷Ιή1500Ε÷Ήσ”“Θ§ΥΒΟς’ϊΧε…ηΦΤ «≥…ΙΠΒΡΘ§ΕχΈβ»ΈΕΪ”÷Ή≈ ÷ΧΫΥς–¬ΒΡΝλ”ρΓΘ«ΎΖޔꔬΤχ“άΨ… «Υϊ”¬¥≥ΓΑΫϊΒΊΓ±ΒΡάϊΤςΓΘ¥ΥΩΧΘ§Υϊ“≤Ω…“‘…‘–μΖ≈¬ΐΗœ¬ΖΒΡΫ≈≤ΫΘ§ΜΊΙι…ζΜνΘ§œμ ήΤ§ΩΧΒΡΡΰΨ≤ΓΘΒ±Φ¥ΫΪΫα χ≤…ΖΟ ±Θ§± ’Ώ‘ΛΉΘΥϊΫώΚσΒΡΩΤ―–Βά¬ΖΡήΙΜ‘ΫΉΏ‘ΫΥ≥Θ§Έβ»ΈΕΪœκΝΥœκΘ§»œ’φΒΊΥΒΘΚΓΑΈ“≤Μ÷ΗΆϊΩΤ―–ΒΡ¬ΖΡή‘ΫΉΏ‘ΫΥ≥Θ§÷ΜœΘΆϊΈ“ΉωΒΡ ¬«ιΕ‘ΒΟΤπΉ‘ΦΚΒΡΝΦ–ΡΘ§ΉωΒΡ ¬Ε‘±π»Υ”–”ΟΓΘΓ±
ά¥‘¥ΘΚΓΕΩΤ―ß ±±®ΓΖ (2011-3-4 A2 »ΥΈο)
ΟΫΧε±®Βά»ΐΘΚ
Ωύ–Ρ»ΥΧλΒά≥ξ«Ύ ’ΐΕχΝΔΚώΜΐ±ΓΖΔΓΣΓΣΦ««εΜΣ¥σ―ßΗ±ΫΧ ΎΈβ»ΈΕΪ
’Σ“ΣΘΚΓΑΧλ––ΫΓΘ§ΨΐΉ”“‘Ή‘«Ω≤ΜœΔΘΜΒΊ ΤάΛΘ§ΨΐΉ”“‘ΚώΒ¬‘ΊΈοΓ±ΓΘ’βΝΫΨδ≥ωΉ‘ΓΕ÷ή“ΉΓΖΒΡΜΑΈό≤ΜΙΡΈηΉ≈«εΜΣ¥σ―ßΟΩ“ΜΈΜ―ßΉ”ΒΡ–ΡΘ§“≤»Ο«εΜΣ―ßΉ”±δΒΟΗ’“ψΦαΉΩΘ§ΖΔΖΏΆΦ«ΩΓΘΈβ»ΈΕΪΘ§ΉςΈΣ«εΜΣ¥σ―ßΒΡ“ΜΟϊΗ±ΫΧ ΎΘ§”ΟΉ‘ΦΚΒΡ≥ύ≥œΚΆΉΖ«σΎΙ ΆΝΥ“ΜΟϊΩΤ―–»Υ‘±Ε‘ΉφΙζΒΡ»»Α°Θ§”ΟΉ‘ΦΚΒΡΦΛ«ιΚΆΚΙΥ°ΝλΈρΝΥΓΑΧλ––ΫΓΓ±ΓΔΓΑΒΊ ΤάΛΓ±ΒΡ’φΎ–ΓΘ
ά¥‘¥ΘΚΓΕ÷–ΙζΩΤΦΦ≥…ΙϊΓΖ2010Ρξ ΒΎ8ΤΎ
|
|