论著:
虞钢,虞和济. 集成化激光智能加工工程,冶金工业出版社,2001年
发表文章百余篇,发明专利20多项。
论文:
2008年
1. Thermal fatigue on pistons induced by shaped high power laser. Part I: Experimental study of transient temperature field and temperature oscillation. Int. J. International Journal of Heat and Mass Transfer(2008)
2. Research on laser welding of cast Ni-based superalloy K418 turbo disk and alloy steel 42CrMo shaft. Journal of Alloys and Compounds.2008
3. High-power laser beam shaping by inseparable two-dimensional binary-phase gratings for surface modification of stamping dies. Optics and Lasers in Engineering.
4. K418 与 42CrMo异种金属激光焊接接头组织与力学性能. 焊接学报 2008
5. 脉冲激光相变硬化中的二维点阵光强分布设计,中国激光,2008
2007年
6. Thermal fatigue on pistons induced by shaped high power laser. Part I: Experimental study of transient temperature field and temperature oscillation. Int. J. Heat and Mass Transfer (2007), doi:10. 1016/j.ijheatmasstransfer. 2007.04. 035
7. Thermal fatigue on pistons induced by shaped high power laser. Part II: Design of spatial intensity distribution via numerical simulation. Int. J. Heat and Mass Transfer (2007), doi:10.1016/j.ijheatmasstransfer.2007.04. 034
8. Research on laser welding of dissimilar materials between nickel-base cast super-alloy K418 and alloy steel 42CrMo. J. of Alloys and Compounds Accepted 16 November 2006, doi:10.1016/j.jallcom.2006.11.152
9. Microstructure and high-temperature wear and oxidation resistance of laser clad g/W2C/TiC composite coatings on g-TiAl intermetallic alloy. J. of Alloys and Compounds, Vol.439, No.1-2, 2007: 279-286
10. Dissimilar autogenous full penetration welding of superalloy K418 and 42CrMo steel by a high power CW Nd: YAG laser. Applied Surface Science 2007, 253 (17): 7281-7289
11. Microstructure and tribological properties of laser clad g/Cr7C3/TiC composite coatings on g-TiAl intermetallic alloy. Wear (2007); 262:514-521
12. Effects of La2O3 on microstructure and wear properties of laser clad g/Cr7C3/TiC composite coatings on g-TiAl intermatallic alloy. Materials Chemistry and Physics, Vol.101,No.2-3, 2007: 448-454
13. Characteristics of deep penetration laser welding of dissimilar metal Ni-based cast superalloy K418 and alloy steel 42CrMo. Optics and Lasers in Engineering, 2007, 45(9):929-934
14. Analysis of the laser surface hardening layers of the automobile engine cylindered liner. Journal of Iron and Steel Research 2007; 14:42-46
15. 激光加工中可调性一体化工作台系统的设计与算法研究. 中国激光 2007; 34:634-367
16. 集成化激光制造系统的轴件焊接控制工艺. 中国激光 2007; 34:1571-1576
17. K418与42CrMo异种金属激光深熔焊接. 焊接学报 2007; 28:83-86
18. 脉搏检测分析系统中基于多线程的高速串口通信,计算机应用与软件,2007
19. 基于压力波的人体脉搏波传播速度无创检测研究,中国生物医学工程学报,2007
20. 集成激光制造系统的开放式控制研究,计算机集成制造系统,2007
2006年
21. Microstructure and wear resistance,Intermetallics, 2006;14(3):325-331. (Impact factor: 1.770)
22. Carbon-nanotubes reinforced hydroxyapatite composite coatings produced through laser surface alloying, Carbon, 2006; 44(1):37-45. (Impact facor:3.331)
2005年
23. Eccentricity effects on the crushing history and energy absorption of metal tubes collapsed in concertina mode.,Tsinghua Science and Technology,2005, 10(2):196-203.
24. 多孔材料填充薄壁结构能量吸收的相互作用效应,力学学报,2005, 37(6):697-703
25. International Journal of Solid Structures,Partition energy absorption of axially crushed aluminum foam-filled hat sections,2005.42(10):2575-2600.
26. Eutectic MC carbide growth morphologies of a laser clad TiC/FeAl composite coating,Materials Letters,2005,Vol.59: 3699-3702. (Impact factor: 1.186)
27. Laser melted TiC reinforced Nickel aluminide matrix in situ composites,Journal of Alloys and Compounds,2005;391:49-54. (Impact factor:1.562)
28. Growth morphologies and mechanisms of MC carbide under non-equilibrium solidification conditions, Journal of Materials Research, Impact factor: 1.912), in press
29. Laser Surface Modified Ductile Iron by Pulsed Nd: YAG Laser Beam with Two-Dimensional Array Distribution , Applied Surface Science, 2005,Vol.45: 316-321.(Impact factor: 1.497)
30. Laser-surface-alloyed carbon-nanotubes reinforced hydroxyapatite composite coatings, Applied Physics Letters, 2005; 86: Article No.251905. (Impact factor: 4. 303)
31. 汽车覆盖件模具激光表面强化中环带区域的测量及轨迹规划, 应用激光, 2005.Vol.25,No.4,Pp227-229
32. 虚拟激光柔性加工的完整过程仿真模型研究-覆盖件模具的激光硬化, 中国机械工程, 2005. Vol.16,No
.7 Pp574-577
33. 对达曼光珊进行二维扩展的矩形孔径光珊设计, 激光杂志,2005. Vol.26, No.3 Pp23-24
34. 神经网络在覆盖件模具表面激光硬化虚拟过程的应用,金属热处理,2005. Vol.30, No.3 Pp61-63
35. 基于PROFIBUS-DP的激光加工系统数字化控制,工业控制计算机,2005.2 pp75-76
2004年
36. 汽车模具复杂棱脊和沟槽的数字化及激光加工轨迹规划,机械工程学报,2004. Vol.40,No.12 pp 155-159
37. 连续移动三维瞬态激光溶池温度场数值模拟,中国激光,2004.Vol.31,No.11
38. 激光智能制造系统中同步控制的实现,机械工程学报,2004 Vol.40,No5 pp126-130
39. 自由曲面的二维自适应测量及测球半径的三维补偿,机械工程学报,2004 Vol40,No 2 pp117-120
2003年
40. 球铁材料脉冲激光表面强化的实验研究, 中国激光,30卷,5期,2003
41. 五轴框架式机器人激光加工系统轨迹算法研究, 中国激光,30卷,1期,2003
42. 静态不确定性环境中非完整轮式移动机器人路径规划研究,机器人,2003 Vol 25,No7, pp.661-664
43. A Numerical Model of Rapid Solidification Processing of Ni-AI Alloy in Planar Flow Casting,ISIJ International,Vol.43(2003),No.8, pp.1200-1205
44. 汽车模具棱边的三维自适应测量及六维加工规矩轨迹划分,中国机械工程2003 Vol. 14 No.17,pp. 1444- 1447
45. Ni25Al75合金快速凝固过程中的包晶反应凝固过程,中国有色金属学报,2003 Vol. 13 No.2 Pp335-338
46. 集成化柔性激光加工系统的误差检测及其补偿,中国机械工程,2003 Vol. 14 . No.5, PP. 367-370
2002年
47. 连续冷却多阶段快速凝固过程起始形核温度的计算,中国有色金属学报,2002
48. 神经网络共轭梯度优化算法在激光加工定位中的应用,机械工程学报,38卷, 2002
49. 集成化柔性激光加工系统的误差检测及其建模补偿,中国机械工程,2002
50. Numerical simu lation of lase materials interaction for lase surface treatment,第三届亚太激光会议, 2002.9.17~20,日本大阪APLS2002,WePA4
51. Microstructure Evolution of Laser Pulse processed Ductile Iron,第三届亚太激光会议, 2002.9.17~20,日本大阪APLS2002,HLC4T
52. Digitized processing path generation of a computer integrated multi-functional 5-axis laser processing system,第三届亚太激光会议, 2002.9.17~20,日本大阪APLS2002,WePA39
53. Cow-eye Microstrure Evolution of Laser Pulse processed for Ductile Iron,Optical Technology and Image Proceeding for Fluids and SolidsDiagnostics SPIE/Beijing 2002 AdvancedAbstract
54. 分形模糊神经网络诊断方法研究和应用,东北大学学报,23卷,2期,pp.195-198,2002
2001年
55. 柔性激光加工系统中的测量功能及静态误差分析, 机械工程学报,37卷, 8期, PP.364-368, 2001
56. Nano-indentation hardness and modulus of laser surface modifications for outer-penal forming moulds & dies,
Mechanics and Material Engineering for Science and Experimente PP.390-395, 2001
57. 具有特殊衍射强度分布的二元位相光栅设计, 中国激光,28卷,4期,PP364-368, 2001
58. 面向柔性激光加工的自适应测量和神经网络方法, 机械工程学报,37卷,5期,PP.60-63, 2001
2000年
59. 通过虚拟驱动程序(VxD)实现稳定的串口通讯, 微计算机应用,21卷, 6期,PP.338-34,2000
60. 激光加工中传热相变问题的焓解法, 中国激光,27卷,10期,PP931-936, 2000
61. A Computer Integrated Multi-Functional 5-Axis Laser, ISATA 2000,Vol.Lasers/Robots, PP.145-152, 2000
1999年
62. Adaptive Measurement Enhancing the Performance of a 5-axis Robot Machine, SPIE AHPLA&dfdfdf99,HPLO4 3888-57, 1999
63. Laser Surface Treatment of Carbon Steels using Diffractive Optical Converters, SPIE AHPLA&dfdfdf99, HPLO4 3888-38, 1999
64. Diffractive Optics Improving Applications in High Power Laser, Processing SPIE AHPLA&dfdfdf99,HPLO1 3885-35, 1999
65. Adaptive Measurement Improving Welding Quality for a 5-Axis Laser Machining Equipment, INTERNATIONAL CONFERENCE ON EFFICIENT WELDING IN INDUSTRIAL APPLCATIONS, PP.194-199, 1999
66. Diffractive Optics Enhancing Laser Performance in Surface Modification, 7th NOLAMP: 7th NORDIC
67. CONFERENCE IN LASER PROCESSING OF MATERIALS, Vol.2, pp.544-551, 1999
Analysis of Conduction Phase Change During Laser Materials Processing Based on Enthalpy Model,
68. INTERNATIONAL CONFERENCE ON EFFICIENT WELDING IN INDUSTRIAL APPLCATIONS, pp. 99-105, 1999
69. 激光加工系统平面方程生成与误差分析补偿 东北大学学报 Vol.20, No.2, PP.185-187,1999
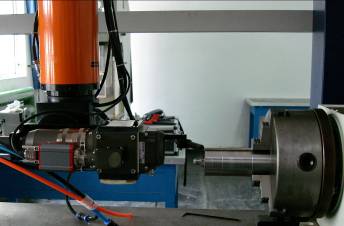
 “激光智能制造工艺力学实验室”以发展先进制造技术、提高国家基础工业和支柱产业的综合竞争力为己任,以国民经济和国家安全的重大需求为导向,瞄准国际高科技发展前沿,利用力学与材料科学、激光物理、机械制造和控制工程等多学科的交叉和融合优势,自行研制出适用于我国汽车制造、模具、机械、电子和航空航天等行业的“集成化激光智能制造及柔性加工系统”,该系统具有高度集成化、功能跨度大、创新程度高等特点,可进行多种激光柔性加工和智能制造。与国际同类型集成化系统相比,该技术装备系统集约度高,性能价格比优异,加工精度高,应用范围广,并具有自主开发和功能拓展能力,中/英文控制操作平台系统更加适用于中国的工业用户。技术性能指标达到国际同类系统先进水平,在机械、电子、航空、医疗等领域具有广阔的应用前景。
“激光智能制造工艺力学实验室”以发展先进制造技术、提高国家基础工业和支柱产业的综合竞争力为己任,以国民经济和国家安全的重大需求为导向,瞄准国际高科技发展前沿,利用力学与材料科学、激光物理、机械制造和控制工程等多学科的交叉和融合优势,自行研制出适用于我国汽车制造、模具、机械、电子和航空航天等行业的“集成化激光智能制造及柔性加工系统”,该系统具有高度集成化、功能跨度大、创新程度高等特点,可进行多种激光柔性加工和智能制造。与国际同类型集成化系统相比,该技术装备系统集约度高,性能价格比优异,加工精度高,应用范围广,并具有自主开发和功能拓展能力,中/英文控制操作平台系统更加适用于中国的工业用户。技术性能指标达到国际同类系统先进水平,在机械、电子、航空、医疗等领域具有广阔的应用前景。